forumul prelucratorilor prin aschiere
Un loc pentru pasionatii prelucrarilor prin aschiere unde pot cere/oferi sfaturi si impartasi din experienta lor.
|
Lista Forumurilor Pe Tematici
|
forumul prelucratorilor prin aschiere | Reguli | Inregistrare | Login
POZE FORUMUL PRELUCRATORILOR PRIN ASCHIERE
Nu sunteti logat.
|
Nou pe simpatie:
Profil alexxandra
 | Femeie
24 ani
Timis
cauta Barbat
26 - 59 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
Salutare,
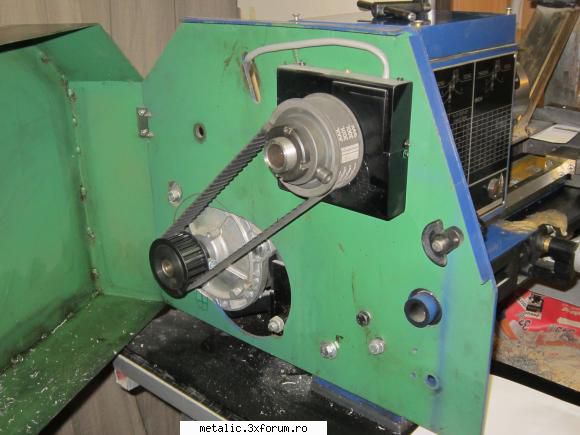
Scurta prezentare a strungului pe care il posed:
Putere motor 0.37 KW
Tensiune alimentare 230V/ 50 Hz
Viteza ax 120-2000 rot / min
Numar viteze 6
Universal strung 120 mm cu 3 bacuri normale+3 intoarse
Varf rotativ Con Morse 3
Diametru maxim piesa lucru 115 mm
Lungime maxima piesa lucru 400 mm / 500 mm
6 viteze (120 / 210 / 365 / 650 / 1140 /2000 rpm)
Dimensiuni strung 1080 X 610 X 380 mm
Greutate 115 Kg
36.8KB
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
Din pacate strungul are o problema de nealiniere a papusii mobile.
Mai precis varful pinolei e cu cc 0.3 mm (din ochi, inca nemasurata) mai sus decat centrul universalului.Nu stiu exact cum sa corectez problema.M-am gandit sa caut un atelier cu scule de precizie la care sa se frezeze in talpa papusii mobile distanta necesare realinierii.Pt evitarea confuziei precizez ca e vb de inaltimea diferita intre cele doua varfuri.Papusa mobila are reglaj doar pentru rotatia in plan a acesteia.
As vrea sa determin cu precizie care este nealinierea (nu stiu inca cum sa o fac) si a doua oara sa caut solutie de reparatie.Ceva ideii, sugestii din partea voastra ar fi binevenite.
49.5KB
|
|
| pus acum 14 ani |
|
|
radu cnc
MESTER
Din: LUGOJ jud.TIMIS
Inregistrat: acum 14 ani
Postari: 163
|
|
Salut,
Se strunjeste o tija prinsa in universal la diametrul unei tije de la un comparatorul cu talpa pentru a elimina bataia universalului.
Se ia articulatia de la comparatorul cu talpa si se monteaza pe tija deja strunjita.
in papusa mobila se monteaza un con morse adecvat si in con un con de mandrina.
Se aduce papusa mobila aproape de cea fixa si se potriveste comparatorul pe conul de mandrina si rotindu-se cu mana se citeste bataia papusii mobile fata de axul papusii fixe.
Se poate verifica cu comparatorul chiar si direct in buza gaurii...
Sper ca am fost destul de explicit...
Cu stima.
_______________________________________
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
Salut,
Da , am inteles.Si solutia de reparatie propusa?
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
Ma tot gandesc cum ar fi (in ideea de a realiza prin mijloace proprii si cu precizie foarte buna) daca as marii gaura existenta in corpul de fonta sa zicem cu inca cc 6-8 mm, dupa care sa introduc fortat o bara de alama prelucrata pe exterior la diametrul potrivit.Dupa care sa ii dau gaura cu un burghiu+prelucrare cu bohrstanga -practic din faza asta sa urmez pasii facut de tine in constructia papusii mobile pt strungul tau.
Imi e un pic groaza ca nu cumva sa distrug papusa mobila.Acuma pot lucra cu ea, dar cu probleme de precizie.
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
 Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Imi place strungul tau. Ce fabricatie este? O nedumerire personala: nu este prea mare universalul de 120 pentru puterea motorului si pentru strung ? La al meu, cu acelasi motor, universalul de 100 mi se pare OK (ca si greutate-inertie). La prelucrarea unor piese de 100mm diametru din fier lucram cu cea mai mica turatie pentru ca daca dadeam turatie mai mare sau avansul mare, se bloca in cutit si patinau curelele. Deci universalul de 80 cu bacuri intoarse pentru mine este suficient.
In legatura cu problema ta: personal nu as prelucra gaura. Mai degraba as prelucra talpa pentru ca ar fi mai usor de adaugat material acolo (cala intre corp si talpa, unde se face reglajul stanga-dreapta) in cazul nefericit in care se ia prea mult (asta in cazul in care se greseste). Nu poti cumpara o alta papusa? Vad ca se gaseste strungul asta la distribuitori, poate aduc si accesorii separat. 
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
Da, am uitat sa precizez producatorul
E vorba de firma GUDE -cica Germania.Acuma cat o fi China si cat Germania nu am de unde sa stiu.
Motorul nu a dat niciodata semne de lipsa de putere.Chiar o sa verific azi daca pe eticheta lui scrie intradevar 0.37 KW (datele le-am luat de pe un site oarecare).
Am prelucrat si diametre de 80 mm la diverse turatii.Nu incetineste deloc, evident la un avans decent.La diametre de 20-30 mm pot lua span tzeapan din otel obisnuit .
Intradevar ca putere consumata e mic.In sarcina e foarte stabil (ajutatat de raporturile de demultiplicare).
|
|
| pus acum 14 ani |
|
|
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
|
|
alin 105 a scris:
... varful pinolei e cu cc 0.3 mm (din ochi, inca nemasurata) mai sus decat centrul universalului ... |
Daca varful este mai sus de linia axiala, atunci trebuie indepartat material din talpa papusii mobile, precum si din ghidajul prismatic. Asadar, ia un sabar si pasta de tusat si treci la corectia manuala. Trei zecimi de milimetru nu sunt greu de indepartat in fonta. Dupa fiecare tusare, se verifica excentricitatea si paralelismul pinolei cu linia axiala. O alta solutie ar fi marirea alezajului - direct pe strung - si reconfectionarea pinolei. Fiecare metoda are complicatiile sale, insa executia la un tert, te-ar costa prea mult. Nu ai decat sa alegi...
alin 105 a scris:
... Acuma cat o fi China si cat Germania nu am de unde sa stiu ... |
Este China 100%. Linia design-ului este identica cu a strungului meu "Asist AE4S37M". Caracteristicile tehnice generale sunt identice, cu singura deosebire ca al meu prelucreaza 400 mm intre varfuri - adica daca s-ar inlatura universalul si s-ar folosi cele doua varfuri fixe din dotarea initiala a strungului - fata de cei 550 mm pe care poti sa-i prelucrezi tu. De asemenea masa strungului meu este de 105 kg, in locul celor 115 de la al tau. Verifica lungimea maxima dintre extremitatile celor doua talpi de fixare ale strungului. Ea ar trebui sa fie de aproximativ 910 mm la strungul tau, in timp ce la al meu, este de 820 mm. Ai probabil un set de roti de schimb cu urmatoarele numere de dinti: 28; 30; 42; 49; 63; 70; 84; 98; 105. Comutarea turatiilor se face prin doua curele trapezoidale - una avand doua pozitii, iar cealalta trei pozitii. La strungul meu, pe care il cunosti din imaginile de pe un alt forum, capacul din plastic albastru cu care era acoperita cutia cu mecanisme a papusii fixe s-a spart printr-o manevra gresita a mea si l-am inlocuit printr-un capac din tabla de 6 mm. De asemenea panoul frontal, care contine atat lagarul din stanga al surubului de avans cu pasul de 3 mm, cat si instalatia electrica a masinii, este tot din plastic. Tot din plastic a fost si capacul de la papusa mobila - cel care inchidea pinola inspre roata de manevra. Eu, l-am inlocuit cu unul din otel confectionat chiar pe strung. Am mai modificat si intinzatorul curelelor, prin adaudarea unei role pe rulmenti, insa nu il prea folosesc, intrucat am reusit sa gasesc curele, care imbraca la fix fuliile.
CNC 3000 a scris:
... La prelucrarea unor piese de 100mm diametru din fier lucram cu cea mai mica turatie pentru ca daca dadeam turatie mai mare sau avansul mare, se bloca in cutit si patinau curelele ... |
Aceste inconveniente se datoreaza uzurii, sau neintinderii suficiente a curelelor. Daca se foloseste cureaua fara intinzator, atunci se vor freca laturile active ale curelelor cu catran (smoala) sau sacaz.
Modificat de ola_nicolas (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
Am urmarit explicatiile legate de sabaruire.Nu inteleg cum se poate avea control si precizie din mana la o astfel de operatie, mai ales cand vorbim de o suprafata destul de mare in cm patrati.Prea usor se poate lua prea mult dintro parte, caz in care corectia e si mai dificila.
As prefera fie sa asez talpa (papusa mobila e formata din doua parti, despartite in plan median) pe minimasina mea de frezat si sa indepartez zecimile de mm necesare, fie sa maresc alezajul papusii si sa reconfectionez axul in care intra pinola, la noul alezaj.
As inclina spre a doua manevra, intrucat in felul acesta as corecta si eventualele si posibilele dezaxari ale papusii mobile fata de cea fixa.Cu alte cuvinte e foarte posibil ca cele doua axe sa nu fie paralele in momentul de fata cu cei 0.3 mm ci sa fie convergente.
Ce ma nelinisteste un pic nu e atat prelucrarea pe exterior a acestui ax ci alezajul interior in care intra conul morse.Dificila prelucrare, mai ales ca trebuie facuta in otel.Si asta in conditiile in care papusa mobila va fi pe masa de operatie, deci nu va putea fi folosita.
O solutie la care ma gandesc acuma ar fi ca prima data sa prelucrez prima data interiorul axului, incepand cu conul morse interior.Adica:
1.prelucrez prima data interiorul axului (alezaj con morse)
2.prelucrez un con morse "exterior" pentru eliminarea batailor universalului, in care fixez cat mai sanatos axul (eventual asigurat cu un surub).Finisare si verificare cu pasta de tusat.Probabil va trebuit folosita lineta fixa, in lipsa papusii mobile.
3.prelucrez exteriorul axului.
Modificat de alin 105 (acum 14 ani)
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Ai verificat daca pinola este excentrica sau doar interiorul (conul morse) este excentric? Poate ai noroc si trebuie sa prelucrezi doar gaura de con morse (treci pe urmatoarea dimensiune) sau sa faci efectiv o alta pinola fara a modifica gaura papusii mobile.
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
Am verificat cu 3 pinole diferite, toate indica acelasi rezultat.Papusa mobila este dezaxata fta de axul universalului.
ar fi o varianta daca as trece la o dimensiune de con morse mai mare....in felul acesta as salva axul portpinola, cu modificarea de rigoare.Urmeaza sa fac niste masuratori exacte.
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Pai nu prea ai cum sa rezolvi problema doar refacand conul morse pentru ca daca actualul con morse este centrat in pinola, strunjind un alt con morse (cu pinola prinsa in universal) acesta va fi tot centrat pe pinola. Deci tot descentrat va fi odata bagat in papusa. Eventual doar folosind metoda cu freza pentru con morse prinsa in universal si frezand in pinola prinsa in papusa mobila.
Folosind scula asta:
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
Pai ideea era cum ai sugerat-o cu 2 posturi mai inainte.Adica de refacut gaura conului morse, in universal introducanduse un alezor de aceasi forma.Nu de refacut un con morse oarecare ci gaura din axul portpinola.
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Scuze, raspunsul era la "Am verificat cu 3 pinole diferite, toate indica acelasi rezultat.Papusa mobila este dezaxata fta de axul universalului. ar fi o varianta daca as trece la o dimensiune de con morse mai mare....in felul acesta as salva axul portpinola, cu modificarea de rigoare" Ma mai pierd si eu in explicatii (cateodata) 
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
Dupa oarescare cujetari mi-am dat seama ca nu se poate face treaba buna cu acel alezor.Nu e atat de rigid incat sa lucreze doar o margine a gaurii.Ar devia automat spre vechiul alezaj.
O solutie corecta este de cea de refacut gaura in papusa +un nou ax portpinola.
|
|
| pus acum 14 ani |
|
|
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
|
|
alin 105 a scris:
Am urmarit explicatiile legate de sabaruire.Nu inteleg cum se poate avea control si precizie din mana la o astfel de operatie, mai ales cand vorbim de o suprafata destul de mare in cm patrati.Prea usor se poate lua prea mult dintro parte, caz in care corectia e si mai dificila... |
Ai perfecta dreptate. Reglajul din corectia suprafetelor de ghidare este foarte dificil - nu insa imposibil. Oricum corectia acestor suprafete trebuie facuta, pana cand ne convingem ca exista un contact ferm intre ghidaje. Abia apoi trebuie alezata gaura pinolei. Aceasta operatie nu se va face cu un alezor, ci cu o bohrstanga cu un singur cutit. Aceasta din urma corecteaza toate neconformitatile, in timp ce alezorul copiaza vechia gaura. Datorita faptului ca ai o lungime mai mare intre varfuri ca la strungul meu, este posibil sa reusesti prelucrarea, montand papusa mobila inaintea saniei si impingand-o. In acest scop, trebuie sa inlocuiesti surubul pentru strangerea pe ghidaj a papusii mobile, cu unul care sa treaca liber prin gaura filetata din brida de strangere si sa aiba o lungime mai mare. Gasesti apoi un arc elicoidal potrivit, pe care il introduci pe surub, sub brida de strangere si il tensionezi nici prea mult, nici prea putin cu o saiba si o piulita. In acest mod suprafetele de ghidare vor veni in contact ferm. Adaosul de prelucrare trebuie sa fie suficient de mic, ca sa nu invinga forta de presiune creata de arc. Pe un alt forum am explicat cam cum trebuie facuta bohrstanga si mai ales cum se face reglajul cutitului, pentru o prelucrare de precizie. Daca cineva considera oportun, voi posta metoda si aici.
In ceea ce priveste tehnologia de prelucrare a pinolei, exista doar solutia prelucrarii la exterior in universal, ajustata cu gaura din pinola (ajustaj alunecator) sau cu un adaos de prelucrare de cativa microni, pentru o operatie de rodare manuala cu gaura din papusa mobila - ulterioara. Eu personal as alege aceasta varianta, desi este foarte laborioasa. Alezajul conic se va strunji la interior, din aceeasi prindere a pinolei.
Fa toate aceste operatti, pana la strunjirea interioara conica, apoi revin-o si am sa-ti dau metoda prin care poti obtine o inclinare precisa a conului. Ea poate fi gasita si pe un alt forum, pe care din cate stiu il frecventezi. Daca nu te descurci, atunci vom mai discuta despre aceste lucruri.
Modificat de ola_nicolas (acum 14 ani)
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Este mult mai usor de prelucrat corpul din fonta decat pinola de otel, ce-i drept. Avand si ghidajul prismatic poti si sa prelucrezi gaura fara sa jocuri (prin metoda descrisa si de colegul ola_nicolas). Am vazut ca ai pe con morse 3 pinola. Nu ai putea sa treci pe con morse 1? Eu am o problema: cand dau de o problema care ma poate costa destul de mult (la strungul meu nici nu as mai gasi o alta papusa) incerc sa ma feresc de a face un pas radical. Daca ai fi prelucrat talpa (intre imbinari), in cel mai rau caz daca ai lua prea mult ai putea folosi cale sa le aduci la nivel si acolo ai posibilitatea de a strange piesele intre ele cu surub si nu ai avea jocuri. Insa chiar nu inteleg cum de a trecut la vanzare strungul cu papusa fixa montata mai jos. Banuiesc ca ea are probleme de vreme ce zici ca ai mai incercat si alte papuse mobile si toate erau mai sus.
|
|
| pus acum 14 ani |
|
|
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
|
|
"ola_nicolas" a scris:
... Fa toate aceste operatti, pana la strunjirea interioara conica, apoi revin-o ... |
Revin, deoarece daca stau sa ma gandesc bine, in momentul in care ai prins materialul in strung, ca sa faci pinola, trebuie sa ai reglata si sania inclinabila la unghiul precis al conului Morse 2 (nu CM3 - @CNC-3000). Acesta se regleaza prinzand intre un varf prelucrat ad-hoc in universal si varful rotativ al papusii mobile, un con Morse 2 nou. Cu un ceas comparator, masori inclinatia in mm de o parte si de alta a conului, pentru o cursa de 40...50 mm a saniei, masurata cat mai precis. Daca rezultatele masuratorilor bilaterale sunt diferite, atunci se face media aritmetica. Inclini apoi sania inclinabila, astfel incat sa citesti aceeasi valoare pe comparator, la aceeasi cursa de 40...50 mm si o fixezi in acea pozitie. In acel moment esti complet pregatit sa fixezi materialul si sa prelucrezi totul dintr-o prindere.
Modificat de ola_nicolas (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
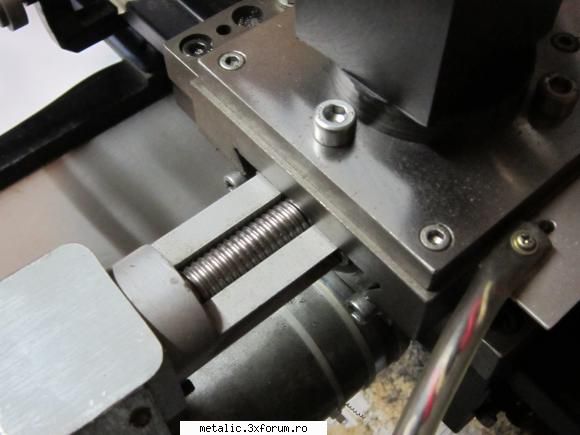
Multumesc pentru explicatiile detaliate.Stiam cum se determina unghiul cu precizie cu ajutorul comparatorului.
Am avut timp zilele astea sa fac masuratoare precisa abaterii pinolei.E mai mare decat am crezut, ajunge undeva in jurul valorii de 0.5 mm. Cu ocazia asta am facut si reglajul in plan.Pacat ca pinolele nu sunt prevazute si cu reglaj pe verticala.
38.1KB
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
poza cu comparatorul in partea de jos
42.2KB
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
error
Modificat de alin 105 (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
poza cu comparatorul in spate
43.6KB
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Nu inteleg cum si in ce ai prins suportul ceasului comparator? La treaba cu diferenta pe verticala (pozitia de sus fata de pozitia de jos), daca ai folosit intreg bratul articulat (cu articulatia) este posibil sa-ti apara si o mica diferenta datorita flexarii bratelor. Se lasa din greutate oricat de bine ar fi stranse articulatiile. Nu vreau sa para aiurea intrebarea mea, dar ai folosit pana acum un burghiu de centrare in papusa asta? Adica, sa incerci sa dai o gaura intr-o piesa prinsa in universal folosind cel mai mic burghiu de centrare posibil. Daca nu se rupe varful, atunci totul este in regula cu papusa ta (aliniamentul ei). Sau sa faci o alta verificare a papusii: scoti pinola la maxim, asezi suportul magnetic pe sanie cu ceasul comparator pe pinola si sa avansezi sania spre papusa mobila. Sa vezi daca nu este inclinata papusa cu totul. Atunci poate fi doar mizerie acumulata intre cele doua corpuri ale papusii, sau sa fie rebut papusa. Desi ai mentionat ca ai incercat mai multe papusi...
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
...am mentionat ca am incercat cu mai multe pinole, nu papusi... de unde atatea papusi ?(poate de la teatru de papusi  ) )
Ceasul comparator se monteaza pe un ax oarecare , prins in universal.Se strunjeste pt eliminarea batailor si pt aducerea la cota necesara prinderii suportului in care sta comparatorul.Nu m-am gandit sa fac o poza la acel setup, ar fi folosit poate si altora.
De mizerie nu paote fi vorba si da, consider ca o papusa care are o dezaxare de 0.5 mm pe verticala fata de axa de rotatie a arborelui principal e un rebut.Acuma ramane sa corectez acest rebut si sa-l aduc in parametrii optimi.
In alta ordine de idei, fa de curiozitate aceeasi masuratoare la tine.M-as mira extrem ca sa nu ai abateri de ordinul zecimilor de mm...explicabil si scuzabil pt un strung folosit.Si nescuzabil pt strungul meu pe care l-am luat de nou.
|
|
| pus acum 14 ani |
|
|
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
|
|
alin 105 a scris:
...Ceasul comparator se monteaza pe un ax oarecare , prins in universal.Se strunjeste pt eliminarea batailor... |
Nu trebuie strunjit, decat atunci cand comparatorul verifica chiar linia axiala. Daca exista un suport cu talpa magnetica, el se monteaza direct pe universal. Daca nu avem o talpa magnetica, atunci vom improviza o tija pe care se fixeaza comparatorul si care la randul ei se fixeaza in universal. Prin rotirea universalului, se poate verifica concentricitatea pinolei, in orice situatie, fara alte masuri suplimentare. Totusi pentru corectitudinea verificarii, palpatorul comparatorului, se aseaza in contact cu suprafata interioara conica a pinolei si nu cu suprafata cilindrica exterioara a acesteia.
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
De aia zic si eu... strung nou si mai ales via Germania, cum a trecut la vanzare. La al meu, ca sa nu ma complic cu masuratul pentru ca nu sunt sigur de universalul pe care-l am pe strung (un universal chinezesc cu o oarecare abatere) daca reusesc sa folosesc cel mai mic burghiu de centrare fara sa-l rup, atunci este OK. Pana la urma asta este testul suprem, daca da gaura centrat. Si burghiul de centrare nu are flexibilitate deloc, se va rupe imediat daca nu am centrate varfurile. La chestia cu mizeria m-am gandit pentru ca este un factor important si daca ai o mizerie de 0,01 sub talpa, cand deschizi pinola la maxim datorita unghiului facut de papusa o sa creasca diferenta fata de centru. Corect?
|
|
| pus acum 14 ani |
|
|
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
|
|
cnc-3000 a scris:
...nu sunt sigur de universalul pe care-l am pe strung (un universal chinezesc cu o oarecare abatere)... |
La un universal cu abateri, se strunjesc, sau se rectifica bacurile. Dar chiar si in cazul unor abateri mari, nu va avea nici-o influienta la ruperea unui burghiu de centruire. In universal se pot prinde piese excentric, cu ajutorul bailagarelor si cu toate astea ele se pot centrui. Excentricitatea pinolei poarta toata vina, intotdeauna.
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
Salut,
am si eu un strung identic doar ca se cheama Asist si l-am cumparat de la Metro acum ceva ani.
A mai fost vandut si sub numele de Ferm.
Am avut si eu o problema cu papusa mobila dar am constatat ca se datora felului in care intra mandrina pe adaptorul morse 2.
Am pus alta mandrina pe acelasi adaptor morse 2 si gata nealinierea. L-am facut CNC si merge super.
Modificat de CZU (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
ferm
46KB
Modificat de CZU (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
|
| pus acum 14 ani |
|
|
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
|
|
Daca ai intre varfuri aproximativ 400 mm, atunci asta este scula pe care o am si eu.
Este interesant pentru mine, ce si cum ai facut ca sa-l transformi in CNC. Poti detalia?
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
Am revenit cu pozele.
Modificari facute:
1. am anulat cutia de viteze de la universal. Nu fulii, nu pinioane.
2. servomotor universal 48V, 4Nm, 1HP, encoder cu 1800 pulsuri/rot. montat pe
universal. Transmisie motor-universal cu curea sincrona.
3. suruburi cu bile cu pas de 5mm
4. servomotor cursa lunga 180W, 24V, 2Nm, cu encoder 1000 pulsuri/rot
5. servomotor cursa scurta 60W, 24V, cu encoder 2000 pulsuri/rot
6. raclete ghidaje din bronz.
7. panou comanda cu trei moduri de operare: Individual (fara PC), PC (cu soft facut de mine in Visual Basic), PC mach3
8. tool changer montat direct pe deplasarea scurta.
9. sistem frezare facut din calea de rulare pentru strunjire sub unghi.
10. senzori capat cu optocuploare.
11. masa cu sertar de colectare span.
38.9KB
Modificat de CZU (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
WOW!! Felicitari pentru utilaj!
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
Traznet, superutilaj.Arata-ne si piese facute pe el.Felicitari pt lucrare.
|
|
| pus acum 14 ani |
|
|
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
|
|
Esti mare ,cam asa vreau sa fac si eu la strungul meu in viitor apropiat ,bravo 
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
A venit, ne-a sedus si ne-a abandonat colegul CZU 
Ce solutie ai ales pana la urma alin 105?
|
|
| pus acum 14 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
Ca solutie o sa merg pe marirea alezajului papusii si confectionatul unui nou ax port-pinola.Din pacate timpul nu ma lasa sa ma ocup de strung.Inainte de orice voi proceda la sabaruirea ghidajelor papusii, ca sa fac o treaba pana la capat
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
Salutare tuturor!
Scuze pentru absenta din ultima vreme, dar am fost foarte prins cu un nou proiect. Mi-am luat un strung cnc mare. A fost o ocazie rara si nu am vrut sa o ratez. Detalii la sectiunea CNC.
In alta ordine de idei, pentru cei care vor sa-si transforme utilajul in cnc, va stau la dispozitie cu detalii, componente mecanice, drivere, encodere din ultima generatie (magnetice), etc...
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Multumesc in numele colegilor pentru bunavointa dvs. si contributia la acest forum
|
|
| pus acum 14 ani |
|
|
stal
Membru nou
Inregistrat: acum 14 ani
Postari: 3
|
|
CZU a scris:
Salutare tuturor!
Scuze pentru absenta din ultima vreme, dar am fost foarte prins cu un nou proiect. Mi-am luat un strung cnc mare. A fost o ocazie rara si nu am vrut sa o ratez. Detalii la sectiunea CNC.
In alta ordine de idei, pentru cei care vor sa-si transforme utilajul in cnc, va stau la dispozitie cu detalii, componente mecanice, drivere, encodere din ultima generatie (magnetice), etc... |
omule bun ...
"e multi" la inceput de drum ...chiar si eu posesor al unei vaste (sper ) activitati in prelucrarea prin aschiere am multe intrebari pt pioneratul transformarii unui strung intr-un "cnc"
as incepe cu o intrebare la care putini experimentati au raspuns si anume :
ce cerinte ar trebui sa aibe un strung pt a fi transformat ?
daca modelele de pe piata iti sunt familiare ,care crezi ca s-ar preta ?
apoi te voi intreba de encodere (de ce magnetice?) de motorul spindlle? de toata munca ta in fata careia am un singur cuvant :
RESPECT !
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
Inainte de a achizitiona un strung trebuie sa ai o idee cam ce vei face cu el. Daca stii asta poti sa-ti dai seama ce dimensiune de strung ai nevoie si te poti orienta catre un utilaj in functie de buget.
Cel mai important lucru la un strung este sa aiba cai de rulare de calitate (din fonta nodulara cu grafit, calite si cat mai bine prelucrate).
Chiar daca ai un second-hand si este bun se poate obtine un cnc bun.
Un alt lucru foarte important este sa ai pe el un motor bun pe care sa-l refolosesti cu un driver nou.
De ce encoder magnetic? se poate monta foarte usor pe orice motor si nu este sensibil ca cele optice la mizerie, umiditate, ulei etc.
Uite cum am montat eu un encoder magnetic pe un motor militar care a avut encoder optic. A intrat ulei in el si a curatat depunerea de pe discul de sticla.
Am lipit magnetul in capul axului si am montat deasupra lui placuta cu chip-ul traductor.
33.2KB
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
|
| pus acum 14 ani |
|
|
pasbogdan
Membru nou
Inregistrat: acum 13 ani
Postari: 3
|
|
Ce ati mai rezolvat cu pinola?
O rezolvare relativ simpla ar fi refacerea "patului"pinolei.
Printr-o astfel de experienta am trecut si eu dupa achizitia unui sn 320.Varful de sprijin avea o abatere de 2mm sub centrul de prelucrare.Am ridicat pinola de pe batiu si se observa cu usurinta o uzura pronuntata a patului in partea din fata.Nu mi-am putut explica de ce.Probabil strungul a fost folosit pt lucrari de serie la gaurit pinola fiind actionata de avansul automat fiind cuplata cumva la sanie.Sau poate cineva mai experimentat ar putea sa explice ce ar putea forta varful de centrare sub linia de prelucrare.
Patul pinolei la 320 are o latura plana si o latura in unghi.Am facut dintr-o freza cilindro-frontala una care copia unghiul patului(cred ca la 45) si am refacut ghidajul inlaturand material 3mm-uzura patului.
Am ales 3mm fiindca aveam o coala de tabla de 3mm pe care am pozitionato intre patul pinolei si pinola(pinola fiind din 2 buc,avand reglaj pe orizontala)
Partea plana am prelucrat-o cu un romascon tot pe fus si am rezolvat ochiometric problema.Nu am montat ceasul comparator sa verific,sincer pierdusem o zi intreaga si nu mai aveam chef sa fiu nevoit sa aleg alta coala de tabla care sa o duc la o masina de rectificat plan.Va veni si aceasta zi,insa deocamdata la lucrari grosiere nu sesizez probleme.Cand va veni vreme finetzurilor si se va acumula macar putina experienta voi reface lucrarea.
Numai bine!
|
|
| pus acum 13 ani |
|
|
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
|
|
Am rezolvat.La mine pinola era deasupra axului universalului cu cc 5 zecimi.Am sabaruit din ghidajele corpului- care oricum nu se asezau stralucit si dupa 3 incercari am picat pe cota corecta.Dupa masuratorile cu comparatorul mi-a rezultat o diferenta de cc 1 zecime, pe care am considerat-o acceptabila, deocamdata.
La un moment dat voi sabarui atat sania cat si corpul pinolei si daca va fi cazul voi reface reglajul de inaltime printro cala introdusa intre cele doua corpuri ale pinolei+ o noua sabaruire.
Modificat de alin 105 (acum 13 ani)
|
|
| pus acum 13 ani |
|