forumul prelucratorilor prin aschiere
Un loc pentru pasionatii prelucrarilor prin aschiere unde pot cere/oferi sfaturi si impartasi din experienta lor.
|
Lista Forumurilor Pe Tematici
|
forumul prelucratorilor prin aschiere | Reguli | Inregistrare | Login
POZE FORUMUL PRELUCRATORILOR PRIN ASCHIERE
Nu sunteti logat.
|
Nou pe simpatie:
sayler_moon_19 25 ani
 | Femeie
25 ani
Bacau
cauta Barbat
26 - 46 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Salutare,
La recomandarea unui coleg de pe forum incep prezentarea strungului meu.
L-am cumparat la oferta cu 2600 lei de la ROCAST, redus de la 6500 lei.
Saptamana trecuta am reusit sa-l instalez in sufragerie, temporar si m-am apucat de strungarie. Doua corpuri din aluminiu ce vor forma axa Y a unui mic CNC, facut integral din resturi si dezmembrari copiatoare.
Masa i-am facut-o di profile vechi de aluminiu ca sa fie rigida. Nu vibtreaza cand il las in gol, nici in sarcina, doar atunci cand e cutitul neascutit sau incarcat cu span de aluminiu.
Am si cateva accesorii stranse de prin targuri sau de pe net:
lineta fixa 100 lei,
mandrina 0-6mm Focsani 30 lei,
adaptor mandrina la MT1 10 lei,
mandrina 1-13mm Rohm MT2 - cadou,
conuri adaptoare MT2/1 10 lei ,
freze 6mm 2,5 lei / 12mm 7 lei / 20mm 10 lei ,
cutite strung 3/4/5/10 lei, functie de marime
discuri de taiat 20mm, 30mm 2,5 lei / 63mm 5 lei / 80 mm 8lei,
pietre de polizor 10lei,
ax adaptor pietre polizor pe strung - cadou,
ceasuri comparatoare 3 buc, 30 lei buc,
suport comparator 45 lei ,
alezoare 16 mm reglabile 25 lei buc,
tarod M8 7lei,
freze diametru mare 30 mm cu coada de 10 mm - 3 lei buc,
Toate colectate din targurile bucurestene de pe la cei cu resturi, aia cu tarabe faine tin sus de pret.
34KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
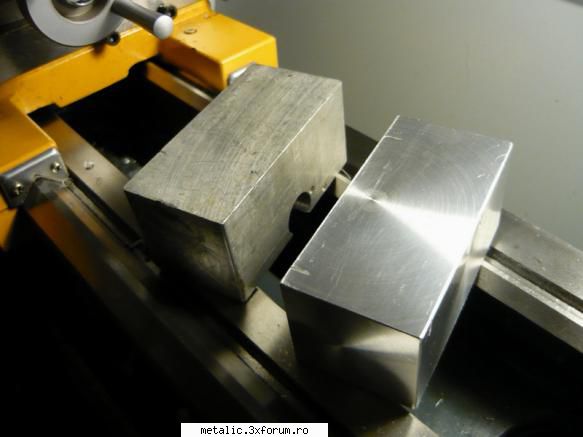
Prima strunjire a fost pe 2 piese din aluminiu, paralelipipedice 150x50x40mm din care am degrosat 10 mm pe o fata si 5 mm pe cealalta fata, a ramas 150x40x35. Cea mai rapida degrosare s-a facut cu profil triunghiular, iar finisarea cu placuta vidia paralela cu placa.
38KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
De asemenea am mai adaugat cateva poze intr-un album exter. Va atasez directionarea spre el.
Despre el, pot spune ca sunt multumit din punct de vedere al calitatii lucrarii si finisajelor.
Preciziz e buna, iar pentru mine, care acum am facut prima strunjire mi se pare foarte bun.
Ca si observatii, dupa 1-2 ore de functionare se cam incalzeste blocul ce contine rulmentii, poti tine mana pe el, dar e cald.
Turatia optima pentru aluminiu ca sa nu vibreze a fost 620 rpm.
De asemenea am observat ca cureaua cu dantura, face zgomot deranjant si introduce vibratii, de aceea am si ajuns la 620 rpm. La aceasta turatie se foloseste cureaua trapezoidala care e cuplata direct intre motor si universal.
Motorul si el se incalzeste tot cam 40-50 grade.
Trebuie specificat ca piesa are o lungime de 150mm si latime 50 mm, duraluminiu. Ma gandesc ca se incalzeste datorita dimensiunii mari si consistentei aluminiului.
La fiecare trecere am luat cate un strat de 0,1 mm. Grosimea degrosata a fost de 11 mm pe o fata si 6 mm pe cealalta fata. Rezultatul se vede in imaginile de jos.
59.6KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
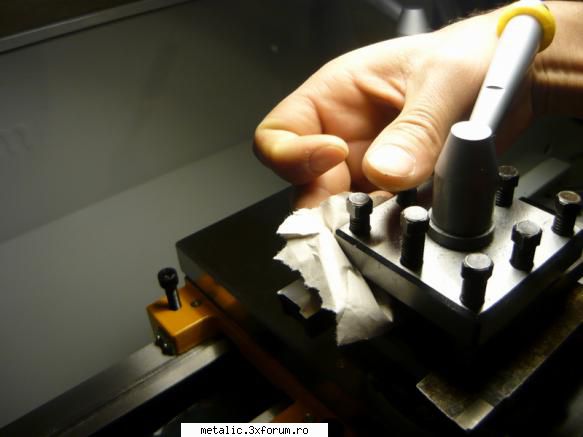
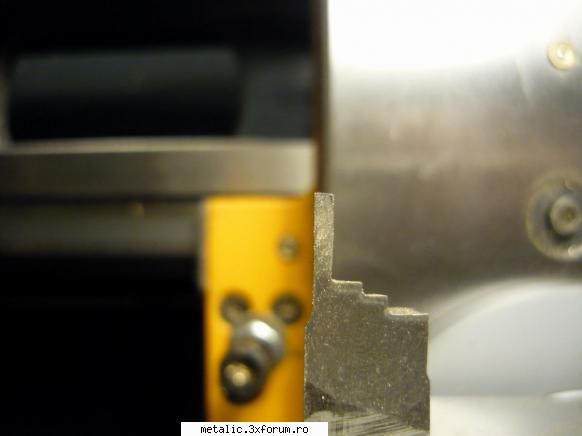
Si pe principiul cine n-are batrani sa-si cumpere, astazi am primit o informatie foarte valoroasa.
Cum sa reduc saritul spanului in toata sufrageria.
Impreuna cu cutitul, deasupra lui, se monteaza o bucata de tabla subtire 0,4-1,0 mm care se taie cu foarfeca si i se da o raza, sa fie ca o cupola deasupra varfului cutitului, bine inteles asezata corespunzator fiecarei operatii si tip de cutit.
La urmatoarea strunjire trebuie sa incerc si eu.
Am asezat o hartie pentru exemplificare.
26.9KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Inca nu am incercat filete. Nu stiu cum voi face cu franarea, chiar daca are 120 rpm turatia minima. Are o oarecare inertie la oprire.
Intrebare?
Filetul se poate lucra si de la universal spre exterior?
Asta ca sa nu mai fie nevoie sa franez brusc.
Ce nu are strungul meu e un indicator de filet, adica sa stiu cand sa recuplez maneta. In carte scrie ca trebuie sa tin maneta cuplata pana termin filetul si sa rotesc piesa stanga-dreapta.
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
 Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Bine ati venit! 
Faptul ca se incalzeste papusa fixa nu cred sa reprezinte o problema. Caldura degajata in timpul prelucrarii pieselor se transmite si corpului masinii.
Am vazut cutitele HSS pe care le aveti la dispozitie. Cred ca trebuie sa le reprofilati pentru ca o mare parte din trepidatiile pe care le-ati remarcat provin si de la faptul ca nu sunt ascutite corespunzator. O alta cauza este si faptul ca strunjirea este intrerupta datorita formei piesei prelucrate. La finisarea suprafetelor am folosit cu mare succes cutit HSS cu varful rotunjit cu o raza destul de mare.
Interesanta ideea cu tablita deasupra cutitului. Dar ma gandesc ca poate se aduna spanul intre cutit si tablita si mai mult va incurca. Ecranul de protectie al strungului nu-si face treaba de a opri spanul sa sara peste tot? Norocul meu este ca am strungul in garaj si de pe podeaua de beton se matura foarte usor la sfarsitul zilei tot spanul 
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Multumesc,
1. Se incalzesc rulmentii, doar ei si transmit caldura in rest. Universalul e rece. Mai apare o caldura degajata de frecarea curelelor, dar aia e fireasca si e sub 45 grade. E posibil sa fie de calitate mai slaba.
Cei de la motor scot un fasait cand il misti la mana.
Pentru comparatie am acasa un motor de 5,5kW de uz petrolier. Cam\nd e pornit stai cu fundul pe el si nu simti ca merge. Dracia asta mica scoate un fasait suparator.
Cand voi avea timp il desfac si cumpar o pereche de rulmenti SKF sau INA de temperatura inalta si rezolv.
Acelasi lucru cred ca voi face si cu rulmentii conici de la papusa fixa. Acolo se mai aude un fasait din cand in cand, parca ar fii un firicel de nisip care agata sau o rola mai mica care zornaie.
2. Legat de cutite, recunosc, sunt varza. Inca nu am ascutit niciunul.
Acea strunjire cu forma rotunda am vazut-o la sistemele tangentiale. Da rezultate foarte bune daca se foloseste bara rotunda polizata inclinat si apoi asezata tangential la suprafata de lucru.
3. Faptul ca nu e suprafata continua da intradevar un zgomot la intrarea cutitului, dar vibratia e din cutite. Se si incarca destul de repede cu aluminiu si trebuie pilit ca nu se desprinde cu mana sau surubelnita.
4. Tablita trebuie sa fie concava si inclinata in sus, practic spanul sare, dar controlat spre lateralele cutitului si nu in ochi sau in casa. La duraluminiu spanul meu avea forma de pufuleti mici, practic fiinf foarte mici sar in toate directiile.
Nu am probat inca tabita, dar ma gandesc ca se poate regla sa nu adune span intre ea si cutit.
5. Obligatoriu se poarta ochelari de protectie.
28.4KB
Modificat de andreigradu (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Si aici marca lui, cred ca e SG, asa scrie pe el, desi numele asta nu imi spune nimic.
Poate e vreo firma micuta cu care au contract producatorii.
De asemenea am mai incarcat cateva imagini, la o calitate mai buna
restul pozelor sunt aici:
Pe parcursul discutiilor voi mai incarca si altele , la nevoie le fac imediat si le incarc ca sa se vada zonele de interes.
30.6KB
Modificat de andreigradu (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
|
|
andreigradu a scris:
...Filetul se poate lucra si de la universal spre exterior?... |
Se poate prelucra de la papusa fixa spre cea mobila, doar filetul pe stanga (banuiesc ca nu ai schimbare de sens prin ambreiaj).
|
|
| pus acum 14 ani |
|
|
radu cnc
MESTER
Din: LUGOJ jud.TIMIS
Inregistrat: acum 14 ani
Postari: 163
|
|
Se poate prelucra filetul pe dreapta de la papusa fixa inspre cea mobila dar se monteaza un suport pentru cutit pe carucior in partea din spate si se roteste universalul in sens orar.
Tabla de protectie montata pe cutit se preteaza pentru aschii friabile de obicei bronz si alama pentru a nu improsca in toate directiile.
Eu nu o recomand la aluminiu si otel.
_______________________________________
|
|
| pus acum 14 ani |
|
|
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
|
|
radu cnc a scris:
Se poate prelucra filetul pe dreapta de la papusa fixa inspre cea mobila dar se monteaza un suport pentru cutit pe carucior in partea din spate si se roteste universalul in sens orar... |
Pe cine nu il deranjeaza stangacia metodei si a miscarilor pe dos, poate sa faca si asa.
Modificat de ola_nicolas (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
|
|
andreigradu a scris:
Cand voi avea timp il desfac si cumpar o pereche de rulmenti SKF sau INA de temperatura inalta si rezolv.
Acelasi lucru cred ca voi face si cu rulmentii conici de la papusa fixa. Acolo se mai aude un fasait din cand in cand, parca ar fii un firicel de nisip care agata sau o rola mai mica care zornaie.
|
Cu rulmenti e o intreaga teorie,eu am cumparat o freza pentru cnc-ul pe care vreau sa-l construiesc si am constatat ca avea mari problema cu rulmentul din capatul cu brosa de fixare a frezei.Se incalzea foarte tare pana la fierbinte de nu puteai sa tii mana pe ax.Suparat am cumparat altul SKF si l-am schimbat dar tot se incalzea destul de tare ,suparat am dus masina cu rulmentul montat pe ea la distribuitor ca sa vada si el fenomenul.Distribuitorul nu a zis nimic l-a schimbat cu altul de la aceeasi firma dar din alt lot(asta zice el) si acum totul e OK,se incalzeste dar mult mai putin si mai greu,parerea mea ca in cadrul acelesi firme sant rulmenti de mai multe feluri chiar daca sant codificati identic .
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Rulmentii conici au o problema: daca sunt stransi prea tare se incalzesc. Trebuie sa verificati cat de usor se invarte axul. Nu trebuie sa intampine mare rezistenta la mana, ar trebui sa faca cateva ture la un impuls dat cu mana.
Despre rulmenti: cand am cumparat polizorul de 80ron de la Metro a trebuit sa schimb rulmentii pentru ca au prins joc la cateva zile. Asa am vazut ca erau niste mizerii de rulmenti. Am montat rulmenti romanesti luati din targ si merge fara probleme chiar daca abuzez de el. Ramane de vazut cat o sa tina motorul tinand cont ca este cu bobinaj de aluminiu.
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
am probat strunjrea filetelor.
sunt 2 variante:
1. - cu maneta cuplata permanent, pare sa mearga bine treaba.
2. - cu maneta decuplabila
- caz cand se sincronizeaza singur,
- caz in care nu se sincronizeaza si strica filetul.
Concluzie:
1. - lucrez incet cu maneta cuplata permanent,
2. - gasesc o metoda sa indic filetul pentru ca mi se pare mai comod. poate au cei de la quantum vreeu dispozitv de indicare filet, sau cei de la proma.
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
La mine se misca la mana dar nu usor, se misca, oricum nu are inertie, adica nu da ture dupa ce-i dai drumul.
Acum ramane de vazut, o sa incerc sa-l mai slabesc, desi e o posibilitate, la prelucrarea unei placi sa nu pot luca cate o sutime.
Acel joc ca sa se miste liber axul cateva ture dupa ce dai impuls cred ca necesota un foc de cateva sutimi.
Stiu asta de la rulmentii conici de la remorca si de pe spate de la masina, cand se strang merg greu si apoi dau piulita inapoi jumatate de tura. Astfel roata merege lin, dar are un mic joc.
Oricum, prin uzura rolele nu se sparg, ci isi fac joc. Vor spune singure cand trebuie stranse.
Datorita faptului ca a trebuit sa fie o gaura mare de trecere in interior au pus un rulment supradimensionat in raport cu sarcina suportata, deci nu se va sparge pt ca agat eu de el 5-10-15kg.
Preventiv imi voi lua din Obor o pereche de rulmenti romanesti de brasov.
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
andreigradu a scris:
2. - gasesc o metoda sa indic filetul pentru ca mi se pare mai comod. poate au cei de la quantum vreeu dispozitv de indicare filet, sau cei de la proma. |
Cumparati un set de lere pentru filete, gasiti cam peste tot sau cu siguranta in targul din Vitan, Duminica.
Despre rulmentii conici tot din experienta cu rulmentii de la puntea spate Dacia vorbesc si eu, din pacate nu am experienta cu rulmenti conici montati pe utilaje. La Dacia am avut odata neplacerea sa mi se si topeasca rulmentii la o roata dupa ce fusesera stransi "corespunzator" de catre un mecanic meserias. Efectiv s-au sudat rolele unele de altele iar inelul s-a dat jos de pe fuzeta cu dalta si barosul, taiat in doua.
Nu este o "observatie" ci o simpla observatie: pentru "primul span" ati abordat o piesa destul de dificil de strunjit 
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
astazi am sunat la PROMA si au indicator de filet. Costa 4,12 euro + tva, 30 lei.
Luni merg sa comand si sa-l platesc in avans. Vine peste 2 saptamani.
Ideea e in felul urmator:
surubul conducator se invarte la infinit. Indicatorul practic tre sa spuna cand s-a terminat o spira.
Daca stabilesti un punct de plecare cu maneta de filet cuplata, adica inceputul filetului si poti marca acel punct pe vernierul indicatorului, inseamna ca la fiecare trecere poti incepe din acelasi loc.
Problema la mine e ca se misca prea repede la pas de 1,25. Nici nu ma mai gandesc la pas de 1,75. Trebuie sa reduc viteza la motor la jumate.
Sau sa fac filetele la mana.
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
In sfarsit am finalizat testul de realizare filet .
Am facut 3 incercari pe o bara de otel . Am centruit o bara de 11 mm diametru . Prinsa in universal si sustinuta pe centru mobil pentru precizie.
Filetele au lungime de 22-25mm cu degajare 2-3 mm in capetele filetelor.
1. am incercat sincronizarea si nu a mers decat 1 data, a 3-a trecere a venit peste. Se vede in dreapta.
Am cuplat permanent maneta si am lucrat cu motorul inainte/inapoi.
2. In mijloc am facut un filet din 5 treceri, avans total 1,75mm. A iesit fum din bara si a iesit zdrenturos. Se vede in mijloc. Nu mi-am dat seama cat de mare e avansul si ce efect are. Ma obisnuisem cu avansul de la portcutit. Aici o diviziune are 5 sutimi, roata e mai mare si se duce repede din mana.
3. Abea acum am inceput sa ma prind.
Am inceput cu pasi mici: 10, 10, 13 sutimi, cand am ajuns pe la trecerea 10-11 am mers si cu 5 sutimi. La final am facut 2 treceri de 2 sutimi si respectiv 1 sutime. De la trecerea 6 am pus ulei la fiecare trecere.
La final am lasat sa se invarta si am finisat cu smirghel pe suport din panza de granulatie 80.
De franat franeaza cam intr-o tura jumate chiar doua. Practic trebuie sa-l urmaresti si sa opresti mai devreme. Cu antrenament se poate. Problema e ca o sa se strice cheia aia de comutare, e cam fragila. Daca asa va merge treaba tre sa-i fac panou de comanda cu alta cheie sau cu 2 butoane de sens si buton industrial de stop.
Cutitul l-am ascutit asa pe mana, cum mi-a venit mie, il aveam profilat triunghiular, dar i-am adaugat eu acea forma concava, in ideea ca va taia mai usor, fara sa rupa materialul si cu mai putin zgomot. Rezultatul a fost bun.
16.6KB
Modificat de andreigradu (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Astazi am continuat si cu alte operatii pe strung.
2 Bucati de aluminiu 80x40x38 mm au fost fatuite . Vreau sa le tai pe jumatate si sa le transform in 4 carcase ale unor bucsi din bronz.
Operatia s fost mai putin zgomotoasa decat piesele cu lungimea de 150mm.
Am redus zgomotul prin eliminarea curelei zimtate.
Acum cand e motorul pornit aproape ca poti dormi langa el.
39.8KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Totusi am constatat ca rola intinzatoare are o problema cu rulmentii, seria 6001z.
Freaca, parca ar fii unul cu nisip in el. Ma voi orienta prin targ la ceva romanesc sau SKF.
De asemenea si motorul in gol are un fasait, nu are zgomot de uzat, parca freaca ceva permanent in el. E un zgomot ca la motoarele cu perii, dar asta e cu rotor in colivie. Practic la rularea in gol trebuie sa nu se auda nimic. Asta ma refer atunci cand ii dai un impuls la mana. Si pe asta trebuie sa-l desfac.
27.6KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Am mai gasit cate ceva prin targ:
1 buc centru mobil romanesc cu con CM1 - 20 lei
1 buc adaptor con CM1 la con CM2 - 10 lei
1 buc cutit de filet cu placuta de carbura - 5 lei
1 buc piatra carborund pentru rectificat pietre de polizor - 20 lei
ceva mai demult am cumparat si altele:
1 buc mandrina romaneasca Foscani 0-6mm - 30 lei
1 buc adaptor mandrina la con CM1 - 10 lei
1 buc adaptor con CM1 la con CM2 - 10 lei
1 buc piatra verde de polizor 125mm - 10 lei
1 buc piatra roz fina rau de tot 160 mm - 8 lei
1 buc micrometru - 25 lei
1 buc subler 150 mm din Dorali - 17 lei
1 buc subler de adancime - 8 lei
1 buc trusa insertii filetate de reparatie pentru filet M6 si M8 - 30 euro / buc de la Rocast
1 buc subler rotund ce masoara 24 mm, cate 12 mm pe rotatie - 30 lei
1 buc ceas comparator romanesc diametru mic 0-3 mm - 30 lei
1 buc centru mobil marca Einhel din OBI - 49 lei
1 buc platou 125mm pentru strung Einhel din OBI - 49 lei
Pun preturile ca sa poata avea si altii o posibilitate sa compare preturile cand cumpara de pe net sau din targuri si de asemenea sa vedeti ce scule i-am cumparat mititelului meu.
Daca vedeti prin targuri sau pe net diverse scule utile si nu le cumparati voi e bine sa le spuneti si celorlalti colegi de forum, poate sunt interesati.
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Dupa o scurta plimbare prin micul nostru Paris cu tramvaiu uite ce a rasarit....
Universal strung 100 mm cu 3 bacuri normale si intoarse. - pret 120 lei.
Ce va deveni el? Dispozitiv divizor pentru strung si noul meu cnc. Va fii un ansamblu facut pe o placa de aluminiu de 6-10mm din aluminiu, ax cu rulmenti, fulie curea zimtata, motor pas cu pas comandat in full step, driver bipolar. Ma gandesc la o electronica care sa comande driverul si sa afiseze pozitia de la 0-360 grade. Din fulii as putea obtine si jumatati de grad.
Trebuie sa-i strunjec o flansa adaptoare, apoi axul pentru dispozitiv. Trebuie cautat material. Rulmenti o sa pun radial-axial 7202. Carcasa ansamblului o voi face din placi de aluminiu de 10mm grosime. Blocurile de aluminiu sunt prea scumpe prin targuri. Placile sunt mai accesibile la dimensiuni mici 100x150mm.
Pana una alta il voi folosi pe post de menghina la bormasina cu coloana. O sa-i pun un sistem de prindere reglabila pe spate.
Si daca am iesit la plimbare am aflat o chestie de la un strungar vechi - 45 ani de munca.
Nu iti trebuie universal cu 4 bacuri sa strunjesti excentric, ci exista tabele care iti spun ce dimensiune trebuie sa aiba un bailagar ca sa strunjesti sa zicem o caseta de rulment si un suport de arbore rectificat pe aceelasi paralelipiped de aluminiu. Cartea " Indrumar pentru ateliere mecanice" sau ceva asemanator.
Mai multe poze :
49.3KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
O plimbare la soare de primavara prin targurile bucurestene.
Lineta fixa strung 25 lei
curele 230 XL pentru strungul meu, 4 buc 25 lei toate, 2 buc Optibelt si 2 buc ceva " bando sincronous", nu scrie.
cutite strung la 3-5 lei
pietre polizat 3 la 5 lei
burghie de centruit 3 la 5 lei
Lineta fixa necesita o placa de adaptare, o sa o fac din placi suprapuse din aluminiu.
Probabil va fi utila atunci cand vrei sa iei strat fin dintr-un ax ca sa nu flambeze.
Avand in vedere ca la Rocast e 50 euro +tva, e o afacere foarte buna.
71KB
Modificat de andreigradu (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
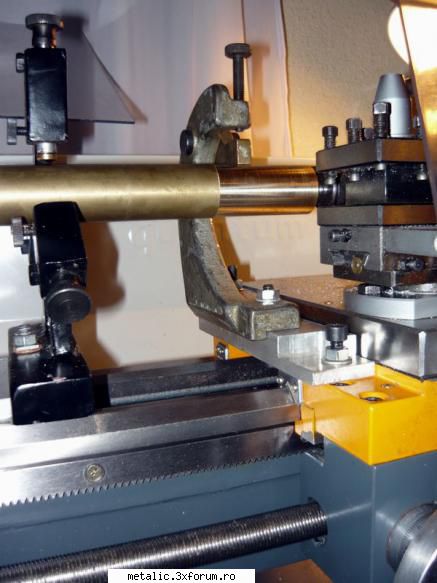
Daca tot am cumparat lineta m-am pus pe treaba. I-am facut un suport de adaptare dintr-o bucata de aluminiu recuperata.
Arata cam asa:
41.1KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Aseara am finalizat prima mea bucsa din bronz.
Are doar cota exterioara finalizata, cota interioara este cu 2 mm mai mica in diametru, adica are 14 mm. O sa fie 16 mm dupa ce se va monta pe blocul de aluminiu.
cote bucsa:
- lungime totala 20 mm
- diametru exterior mic 20,8 mm
- diametru exterior mare 25,5 mm
- grosime guler 6 mm
- diametru interior 14,1 mm
Dupa ce mai fac inca o bucsa ma apuc sa tai blocurile de aluminiu si sa fac gaura in ele pentru montarea bucsilor. Apoi trebuie realizata cota finala pentru trecerea arborelui si gaura de gresare.
46KB
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Foarte bine. Vad ca sunteti pus pe treaba
Daca-mi permiteti doua sugestii: ascutiti cutitul acela de strung si incercati sa prelucrati piesa prinsa doar in universal. Adica debitati din bara de bronz o lungime apropiata de marimea piesei si renuntati la suportul linetei. Sau daca tot folositi lineta folositi mult ulei in zona de contact cu lineta.
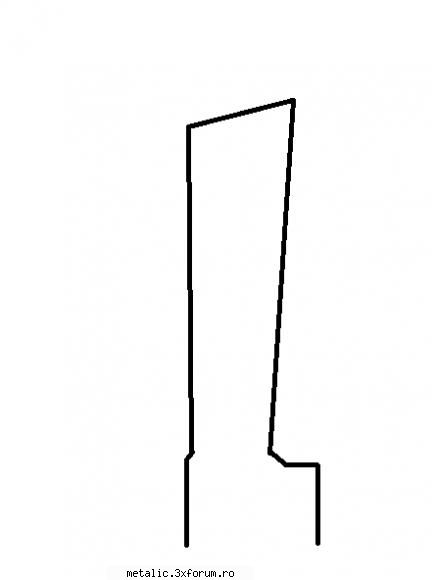
Ca sa nu mai ramana bavura aceea pe bucsa dupa debitarea ei, se poate ascuti cutitul de debitat cu un mic grad. Postez un desen pentru a fi mai explicit, este vorba de o vedere de sus a cutitului de debitat iar varful va fi spre piesa care se doreste a iesi fara bavuri.
Mult succes in continuare si multumim pentru poze
10.2KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Cam asa arata si cutitul meu.
Poate nu e ascutit corect. Cam scartaia la debitare. Turatia a fost micuta, 620 rpm, poate trebuia mai mare
Piesa e debitata dintr-o bara de 300 mm
Lineta a fost unsa si s-a comportat bine. bataie sub 1 sutime masurata cu ceasul comparator.
Nu cred ca as fi putut debita fara lineta, o consider una din cele mai bune afaceri.
23.6KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
acum vad si eu ca nu e foarte bins ei corect ascutit.
Polizor inca nu am, urmeaza sa imi cumpar la salariu.
La debitare se auzea un scartait enervant si eram nevoit sa misc sania usor stanga dreapta ca sa fac loc la cutit, astfel eliminam zgomotul si cutitul inainta.
De asemenea nu garantez ca cutitul era fix pe centrul axei de taiat.
18.4KB
Modificat de andreigradu (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
M-am apucat sa mesteres filetele la placutele suport pentru piesele ce vin puse pe platou. Erau de M5 si eu am la platou M6. Au trebuit majorate. Am folosit un set de tarozi 3 la set. Cel din targ mi-a zis ca sunt romanesti . Pe ei scrie " IMASA M6 HSS2 ".
Setul a costat 10 lei.
Placutele le-am primit de la un prieten, le-a mesterit el la atelier.
Problemee...
Se indoaie cand sunt supuse fortei de strangere. Mai ales cand sunt montate suruburile la extreme.
Pacat.... Sunt realizate din platbanda de 5 mm. Probabil metalul e moale. Trebuie sa le realizez dintr-un material mai gros.
Ce parere aveti despre metoda mea de fixare? Ma refer la cele 2 suruburi unde unul trage si celalalt face parghia de sustinere.
Apoi mai e si saiba aia in care nu am incredere. Probabil trebuiesc mesterite suruburi cu capul mai mare sau realizate capetele separat cu filet in ele si montate bucati de tija filetata M6 sau M8.
Mai multe imagini aici:
66.4KB
Modificat de andreigradu (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Azi am terminat si a 2-a bucsa.
Am reascutit cutitul de debitat si s-a vazut diferenta. Fara scartait, finisajul mai uniform, durata mai mica de prelucrare.
Incet incet ma perfectionez si eu.
Am incercat sa vad cum se comporta cutitul de interior dotat cu placuta demontabila. Fiasco. E calculat pentru raze interioare mai mari.
Am gasit rezolvarea prin utilizarea altui cutit de interior facut din otel rapid. Acesta are un dezavantaj: e foarte lung. Din acest motiv trebuie sa fie foarte bine ascutit, altfel face burta in interiorul bucsei.
Important e ca am gasit rezolvare la problema aparuta.
Acum ramane sa tai aluminiul, sa finisez carcasa, sa o prind pe platou, sa dau gaura de 20,8mm in aluminiu, sa imbucsez, sa strunjesc cota finala, sa dau gaura pentru gresor si filetul acestuia. Uau, cat mai e de munca.... Noroc ca e gratis....
Poze aici:
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Prima carcasa e gata.
Bucsile au fost presate.
Acum asteapta sa fac cota de alunecare pe arbore de 16.
Au fost si probleme:
1. Centrarea a fost defectuasa datorita faptului ca platoul il prind in universal si astfel nu pot strange suruburile corespunzator. Probabil va fi necesar un universal cu 4 bacuri de 160 mm.
2. Clemele de prindere cand strangi se misca usor si nu ai precizie. Se vor schimba.
3. Abaterea de la axa masurata la final a fost de 0,3 mm .
4. Cutitul din otel rapid e subtire si nu a vrut sa taie corect. Am fost nevoit sa-l folosesc pe cel cu placuta. Aici am mai descoperit o nebunie:
5. Cutitul asta trebuie sa fie cu 1 mm deasupra axei ca sa lucreze corect. Asezat in acest mod a mers bine.
6. Gaura a iesit usor conica, sa zic cateva sutimi, dar vizibil, una din bucsi care era mai mica intra usor pe o parte, dar s-a presat pe cealalta parte. Voi cauta sa fac bucsile la o cota la care sa am alezor disponibil sa iasa lucrarea corecta.
33.9KB
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
La Mr. Bricolage pe Mihai Bravu am vazut platou cu 4 bacuri independente de 125mm(parca) la 250ron. Este accesoriu pentru strungurile de lemn pe care le vand ei, din pacate nu-l aveau expus ca sa-l vad mai bine dar cred ca se merita un drum pana acolo daca vrei sa cumperi un universal cu 4 bacuri.
Pentru gauri interioare mici am si eu un cutit identic. Problema de care m-am lovit si eu este aceeasi, flexeaza destul de tare. Acesta este motivul unei strunjiri necorespunzatoare. Am ajuns sa-l scurtez pentru a putea prelucra maxim 2cm adancime ca sa nu mai flexeze asa de mult.
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Doar ca cica sunt diferente constructive intre aceste universale.
O sa trec pe acolo sa vad despre ce e vorba.
Pretul e rezonabil fata de unul de la Rocast 89 euro + tva.
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Cred ca este vorba de asa ceva:
17.2KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Daca e asta se exclude din lista
Nu vreau sa sara ceva de acolo si sa ma lovesc
plus ca nu cred sa ai precizie suficienta
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Dupa indelungi lupte e gata prima carcasa .
Mai ramane gaura de gresor care se va da dupa ce stabilesc asamblarea finala sa vad unde ramane fata libera.
Gaurile de fixare a carcasei de asemenea inca nu au fost stabilite. Stiu doar ca sunt M6 si sunt 4 la numar.
19KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Pentru realizarea centrarii m-am gandit sa-mi fac o bucsa de fier care sa se portiveasca intre gulerul de la bucsa carcasei si cota interioara a gaurii de trecere din platou.
Bucsa arata cam asa.
Are 30 mm la exterior si 25 mm la interior.
Cu ajutorul ei am reusit sa centrez carcasa foarte usor pe platou.
Voi face o structura asemanatoare si pentru centrarea cubului din aluminiu pentru prelucrarea gaurii unde stau bucsile.
Data trecuta am avut abatere 0,3 mm de la axa.
Folosind un astfel de dispozitiv de centrare, care intra aproape fest abaterea e mult diminuata.
Poze aici:
50.3KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Lucrurile au mers destul de usor dupa centrarea cu ajutorul bucsei confectionate anterior.
Mai mult a durat realizarea bucsei de centrare decat lucrarea propriu zica de alezare.
A aparut o mica dificultate la strunjirea cu placuta vidia, unghiul cutitului se pare ca nu e corespunzator pentru acest diametru, e prea mic.
Am folosit cutitul de otel rapid, apoi am finalizat cu alezorul reglabil de 16mm.
Prima trecere am facut-o fara sa-l umflu, la a 2-a trecere am strans putin surubul de reglaj si s-a umflat putin, suficient cat sa iasa cota corect. Trebuie actionat foarte fin surubul de reglaj ca se umfla foarte mult daca dai o tura de filet.
Finisajul e bun pentru pretentiile mele.
Problema e materialul, care are golui si imperfectiuni de turnare. Se vad in poze. De moment nu conteaza. Sper sa ramana suficienta suprafata de contact cat sa imi ating scopul propus.
Poze mai multe aici :
33.7KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Am realizat o piesa ajutatoare pentru centrare carcasa pe platou. Se aseaza in golul din mijlocul platoului si pe dornul de 8,5 care se vede ridicat se aseaza carcasa cu gaura facuta anterior conform masuratorilor.
A fost foarte utila.
Am realizat gaura de 21 mm din carcasa de aluminiu numarul 2 , in care se aseaza bucsile.
M-am apucat si de bucsi.
Le voi face pe toate 6 dintr-o prelucrare.
Acum am degrosat materialul de la 35 la 25 mm din 2 treceri cu cutitul din imagini si a mers bine. S-a incalzit bara de bronz tare de tot, aproape sa nu mai tii mana pe ea. Oricum e mult mai bine sa iei material mult cu avans mic.
Din stadiul in care e acum bara voi face cele 6 reduceri de diametru la 21mm pe bara, apoi scot papusa mobila/conul de centrare, dau gaurile de 14 si tai bucsile.
47.6KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Poza corespunzatoare e asta, cea afisata e de la cealalta bucsa care centreaza carcasa dupa imbucsare.
46.4KB
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Buna treaba. Cutitul folosit la degrosare este cu placuta amovibila?
Apreciez avantul pe care-l aveti in fiecare zi faceti treaba Adevarul este ca si eu mai fac span aproape in fiecare zi dar nu am un proiect clar si nici ce sa execut, deci fac doar de dragul spanului. Plus ca eu nu am reusit sa montez strungul in casa deci cand imi vine de strunjit trebuie sa ma urc in masina si sa merg la garajul unde am atelierul.
Tineti-o tot asa!
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Apropos, daca doriti va pot ajuta cu patru placute de metal de 10mm grosime pentru falcile de prindere pe platou. Provocarea consta in debitarea lor dintr-o placa mai mare (250x300mm).
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Multumesc
De taiat se rezolva repede ca am polidisc/flex de 230 mm/disc, mare aici in casa si taie de rupe.
Am rugat un amic sa aduca o placa asemanatoare doar ca e rotunda 190mm si are 8mm grosime.
Daca el nu imi aduce, atunci putem vedea cum facem sa taiem placa dv.
Placa dv se preteaza pentru un platou, va puteti construi unul de aprox 180-220 mm diametru cu gauri filetate.
Tot pe colegul asta l-am rugat sa imi faca si mie un disc de 190mm pentru un platou. Doar ca e de 8 mm si ma gandesc sa nu flambeze si sa modifice cotele de strunjire.
Modificat de andreigradu (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Inca un pas, cele 6 bucsi ce erau pe lista au fost debitate din bara.
Au diametrul mic de 21mm si cel mare de 25 mm.
Au fost si ceva peripetii.
Am aflat cum e sa lucrezi direct fara lineta la dimensiunea asta. Adica diametru 35mm si lungime 200mm. Apare o bataie care nu e buna la sanatate. A mea si a strungului. E posibil sa se miste ceva si sa ma accidentez, sau sa afecteze rulmentii strungului.
Din poze se vede ca gaura interioara e data cas.
Nu-i bai ca e de 11,2 mm.
Acum prind fiecare bucsa in universal si intru cu freza de 14mm.
Acum vad diferenta intre burghie ascutite corect si altele, chiar daca era nou, ascutirea nu a prea ajutat la pastrarea directiei.
Poate trebuie burghie rectificate ca sa pastreze directia si cota de lucru constanta cand piesa e lunga si nu o sustine lineta.
Urmeaza imbucsarea si apoi alezarea carcasei cu nr.2.
Carcasele 3 si 4 trebuie facute. Blocul de 80x39x40 inca nu e taiat in 2 parti.
Am luat decizia de a face gaura interioara mai mica , la limita cat sa taie cutitul de debitat si nu am stiut de problema cu deviatia pana ce nu am terminat de debitat toate bucsile. Nu m-am uitat, am zis ca iese treaba de la sine.
Oricum e mai rapid sa le debitezi asa decat sa pui lineta la fiecare.
De asemenea vedeti o diferenta de lungime a bucsilor. 18, 20, 22 mm.
Bine inteles ca asta seara am inteles ca trebuie sa iei in calcul si grosimea cutitului.
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Vad ca ati ajuns sa lucrati in serie mare
andreigradu a scris:
De asemenea vedeti o diferenta de lungime a bucsilor. 18, 20, 22 mm.
Bine inteles ca asta seara am inteles ca trebuie sa iei in calcul si grosimea cutitului. |
Nu-i nici o problema, asa am invatat si eu Si stiu ca o sa mai gresesc multe pana sa ma pot numi "strungar".
In legatura cu platoul, am cumparat de la Romstal o flansa oarba de instalatii cu diametrul de 160mm si grosimea de 20mm pentru un astfel de dispozitiv. eocamdata sta cuminte in "depozit" si ma asteapta sa-mi gasesc timp si pentru ea.
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Gata si carcasa nr 2.
E imbucsata si alezata.
Pozele aici:
Toate cele 6 bucsi au fost aduse la cota de 14 mm cu freza de 14mm.
Pe cota exterioara de 21mm am debavurat bucsa si am rotunjit-o cu smirghel.
Bucsile au fost cu 10-15 sutimi mai mari.
Presarea a decurs bine. Nu stiu cat trebuie sa fie cota de presare intre alama si aluminiu, dar asa cum mi-au iesit cotele de presare e bine pentru mine.
Urmeaza carcasa 3 si 4 si apoi piesa ce va face legatura intre axa x si y.
Acolo sunt gauri si strunjiri de suprafata de efectuat.
58.2KB
|
|
| pus acum 14 ani |
|
|
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
|
|
Frumos strung si la un pret bun.
Sa-l stapanesti sanatos si la cat mai multe piese.
Bafta!
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
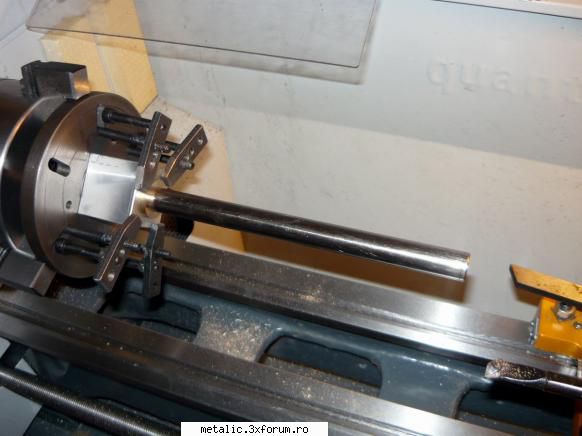
S-a mai mesterit
Rezultate bunicele.
Tijele s-au prins bine in universal.
Nu au ramas urme pe tije dupa prelucrare.
Am facut filet in tije pentru ca placile de montaj pentru tije le aveam facute.
Astfel am obtinut o structura mai rigida decat daca le strangeam cu carcasa de tip clema.
Tijele a trebuit sa fie scurtate.
Operatia s-a desfasurat de la interior spre exterior. Materialul s-a prelucrat usor. Doar la exterior aparea un fum, semn ca e mai tare la exterior. In rest se prelucreaza foarte bine. Se vede ca e material de calitate.
Ma gandeam ca la anumite axe cu pretentii merita sa cumperi bara rectificata si sa o prelucrezi. Bine inteles o cojesti de suprafata tratata.
Filetul a mers usor, cam 0,7-1 cm pe etapa de filetare. Am uns tarodul cu ulei. Adancimea gaurii a fost de 55mm. Am facut pe cat posibil filetul cat mai adanc.
Urmatoarea etapa sunt celelalte 2 carcase.
Apoi va trebui masutat daca au aceeasi cota de la fata lor la tija. In caz contrar mai strunjesc cate 5-10 sutimi din cea care e mai mare.
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Vad ca merge treaba. Aveti spor Curand o sa postati si la sectiunea CNC 
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Am grupat toate albumele postate pentru a putea fi urmarite mai usor.
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Intre timp am finalizat cele 8 bucsi , le-am presat, le-am alezat si acum sunt asezate pe tije.
Prin targuri am trecut frecvent si am tot adunat scule. Unele mai bune, altele uzate. Ideea e ca vor fi utile la un moment dat.
In imagini se pot vedea sculele achizitoinate, preturile sunt mici, 5lei bucata la burghie, cutite strung, alezoare. Unele alezoare au fost si ceva mai scumpe 20-25 lei. Mi-am comlectat un set de micrometre de la 0 - 125 mm in pasi de 25 mm. Primul a costat 25 lei, restul de 4 bucati au fost cate 20 lei.
Ceasul comparator a fost 25 lei.
Micrometru de adancime 20 lei,
Micrometru 0-10mm 20 lei.
Universalul a costat 10 lei fara bacuri si asa ruginit. L-am curatat si i-am gasit bacuri cu 15 lei setul. O sa va arat si imagini cu el slefuit cu peria de sarma montata pe polidisc cand va fi gata.
Tarozi, 5 lei buc aia lungi, 3 la set sunt 10 lei setul, cei mici i-am primit cadou, sunt M1.
Printre altele mi-am reparat ferestaul pendular. I-am confectionat o noua piesa de prindere a lamelor. Cea originala era dintr-un material casant.
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
In imagini apar si micrometre de interior. Cel de la 5 la 30 mm a costat 40 lei din Obor.
Celelalte tip butoias au fost 25 lei toate 4 . Le-am luat ca nu se stie cand e nevoie de ele. Sunt in pasi de la 25 mm pana la 75 mm. Cu timpul poate gasesc si cote mai mari.
Interesante sunt si cele ce masoara in 3 puncte, dar din acelea nu am vazut in targurile frecventate de mine.
In continuare ma ocup de constructia micului meu CNC de frezat cablaje.
|
|
| pus acum 14 ani |
|
cnc-3000
Administrator
Din: neant
Inregistrat: acum 14 ani
Postari: 808
|
|
Foarte buna recolta din Obor. Se pare ca le dau ca sa scape de ele... Ar trebui sa dau o tura pe acolo, din pacate nu prea mai am timp si nici bani de "scule". Un micrometru de interior insa mi-ar trebui  Tarozi am si eu de vanzare noi si de o calitate foarte buna. Cei de 4 erau tot la 5 ron/buc. Tarozi am si eu de vanzare noi si de o calitate foarte buna. Cei de 4 erau tot la 5 ron/buc.
Spor in continuare
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Am mai mesterit putin.
Sistem de ghidare a tijelor in carcase si a carcaselor in suportul de aluminiu.
Bucsile mici de fier care se vad, vin montate presat in carcasa din aluminiu si aluneca usor in interiorul tijelor.
Tijele au fost gaurite succesiv cu burghie de 8, 9 si 10 mm. Burghiele sunt romanesti, rectificate. Gaura a ramas fix 10,00 mm .
Mai cu dichis e la bucsi ca nu ies fix la sutime. acolo 2-3 sutimi au avut deviatie. Practic cele 2 bucsi realizate sunt mai mici cu 2-3 sutimi. Acum n-o sa fie suparare ca intreaga masa va avea 5-10 sutimi diferenta de la un cap la altul. E prima dracie de acest gen si la gaurit de cablaje si frezat fante si gauri in cablaje nu se vede. Nu ma intereseaza gravarea traseelor. Pentru trasee e mai simplu de folosit cablajul cu fotorezist aplicat din fabrica.
Si in profilul de aluminiu se va face o largire pentru a incapea bucsa de centrare. Astfel carcasa e centrata pe profil si tija pe carcasa. Prin strangere structura devine mai rigida si mai corecta dimensional.
Oricum e posibil sa mai fac bucsi din astea oricate e nevoie la alte cote pana nimeresc.
40.6KB
Modificat de andreigradu (acum 14 ani)
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
Intre timp am curatat si universalul romanesc de 125 mm. Am pus o perie rotativa pe polidisc si am muncit mai bine de 1 ora . Am udat cu motorina si am tot frecat pana a inceput sa se vada curat.
Nu am apucat sa curat in interior pe canalele de culisare a bacurilor. Acolo am vazut ca merge cu o pila fina si sters cu motorina. Un bac merge lin, altul se intepeneste aproape de capat, iar ultimul nu intra deloc. E mizerie/rugina in interior.
Am si o minifreza cu perie de sarma, eventual incerc si cu ea dupa ce curat grosul cu pila.
Poze aici.
Am reusit sa tai si placa de 8 mm pentru a realiza clemele de prindere pe platou. Gaurile se dau bine, filetul merge bine, rezultatul e bun. Doar ca am taiat 3 cote: 50x10 mm , 50x12mm si 50x15mm, se pare ca ultima cota e cea mai buna.
42.4KB
|
|
| pus acum 14 ani |
|
|
andreigradu
MESTER
Din: Bucuresti
Inregistrat: acum 14 ani
Postari: 55
|
|
|
| pus acum 14 ani |
|