forumul prelucratorilor prin aschiere
Un loc pentru pasionatii prelucrarilor prin aschiere unde pot cere/oferi sfaturi si impartasi din experienta lor.
A venit vremea sa indrep si partea de jos a saniei. Din pacate aceasta zona este torsionata rau si am diferente de 0,7-0,8mm. Dupa trei ore de razuit si tot nu am reusit sa fac sa calce pe toata suprafata. Asa arata la inceput zona de contact:
Din pacate va trebui sa razui si coada de randunica pentru ca laturile nu sunt paralele. Trebuie sa fac rost de o bara rectificata cu diametru de 5-6mm pentru a putea face masuratori. Vestitul ax de la imprimantele matriciale ce diametru are? Are cineva pe acasa un ax in plus?
Incearca cu un ax de la un DVD sau CD de calculator.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Cum eu nu am mai reusit sa lucrez la strungul meu, postez un link cu cineva care reconditioneaza un shaper... Doar pentru divertisment
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
nu stiam ca acel cineva are poze cu utilajele sale pe site....
_______________________________________ Tos MN80a full option
pus acum 13 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
Asa dupa cum scrie si pe frontispiciu, tipul este artist in gravura manuala. Probabil ca meseria de restaurator ghidaje, este conexa profesiei de baza si astfel isi face o buna reclama.
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
cred ca mai degraba reconditioneaza utilaje pentru uz propriu. si pentru viitor. viitorul utilajelor.
_______________________________________ Tos MN80a full option
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am reusit sa atasez motorul trifazat de 750W pe strung. A trebuit sa confectionez o placa de metal in care am dat gauri filetate de 8 si 10 pentru prinderea motorului si respectiv prinderea pe suportul motor de pe strung.
Urmeaza sa atasez si un ventilator electric pe motor desi cred ca si paleta de ventilator originala ar fi suficienta. Turatie scazuta nu o sa folosesc decat foarte rar. Strungul are cutie de viteze cu roti dintate si schimbarea treptelor de viteza se face foarte usor dintr-un selector care are maneta de comanda pe partea frontala a strungului.
Am mai reusit sa razui si sania transversala incat sa am contact pe toata suprafata. Mai trebuie sa repet operatia la sania portcutit pentru ca si acolo sunt probleme. Incet, incet...
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
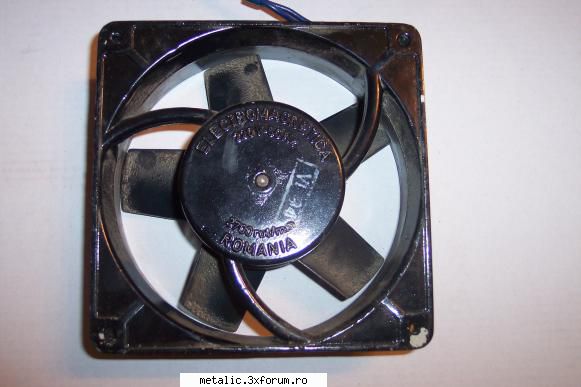
Am gasit si ventilatorul perfect pentru aceasta aplicatie. Desi mai aveam unul, astazi l-am gasit pe acesta la Remat cu 5ron si este absolut nou nout si in perfecta stare de functionare
24KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Fabricat la Electromagnetica, la 2700rot/min
32.9KB
pus acum 13 ani
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
Nu-mi dau seama de dimensiuni....in tot cazul, asa trebuie montat incat aerul sa curga in lungul aripioarelor de racire ( toate, nu doar o parte).Ar trebui pus in asa pozitie incat axele motorului principal si cel al ventilatorului sa fie aproximativ cap in cap...asa intentionati?
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Diametrul motorului este aproximativ egal cu cel al ventilatorului electric. Potrivirea este foarte buna. Prinderea ventilatorului se va face pe un coltar (90 grade) din tabla de fier de 1mm care se va prinde pe talpa motorului. In felul acesta cele doua axe (a paletei ventilatorului si a axului motor) vor corespunde ca si liniaritate. Ar mai fi si alte metode mai complicate de prelucrare a unui tub din tabla de 1mm, rotunjirea carcasei ventilatorului... s.a.m.d. dar ramane de vazut cum o sa-mi placa rezultatul
pus acum 13 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
Parerea mea :faci rost de capac la motor si montezi ventilatorul pe capac inafara cu sensul de suflare spre interior in lumgul canalelor de racire ale motorului(atentie nu trebuie sa ai paleta de racire montata pe motor).Capacul de la pale are rol de laminare si dirijare a curentului de aer in lungul motorului si al canalelor de racire,daca pui ventilatorul sa sufle din spatele motorului fara capac o sa ai surpriza ca o cantitate de aer sa se disperseze neregulat si nu in lungul canalelor de racire si efectul sa fie scazut.
Modificat de barosul (acum 13 ani)
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Este o idee buna sa folosesc un capac de motor dar din pacate nu am unul. In orice caz, am strunjit cate ceva si timp de o ora nu s-a incalzit deloc motorul chiar fara ventilator.
In continuare am trecut la suportul portcutit care l-a prima tusare a dezamagit total:
Insa dupa cateva ture de razuit:
Si:
La final l-am lasat asa:
Dupa ce am ajuns la acest rezultat, am folosit portcutitul ca suprafata de control pentru scaunul pe care se aseaza. Rezultatul a fost la fel de dezamagitor, doar doua puncte mici de contact:
Dar incet incet:
Si:
pus acum 13 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
Esti mare ,mie mie frica sa incerc controlul cu tusare(cine stir ce o sa iasa).
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am aproape 1,90m si 85kg deci sunt destul de mare Nu este nici o jmecherie, daca strungul strunjeste frumos fara valuri si debiteaza fara probleme atunci nu este nevoie de tusare. Dar daca nu merge defel atunci merita incercata si metoda aceasta de reconditionare a suprafetelor. Nu are ce sa strice
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am rezolvat si sania portcutit astazi.
Nici suprafata pe care se aseza suportul portcutitului nu era prea buna:
Dupa mai multe tusari:
Si razuiri:
Pana la urma l-am lasat asa, este suficienta suprafata de contact:
Folosita suprafata ca sablon:
Si dupa multa munca manuala:
Acum sania arata asa :
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Cea mai mare problema insa raman penele care sunt din tabla de bronz. Va trebui sa fac ceva sa le schimb cu niste pene din otel insa va trebui sa modific coada de randunica. Acum penele au o grosime de 2mm iar o pana din otel trebuie sa fie de cel putin 7mm. La sania transversala am pus patru suruburi de M3 care sa preseze pana in locas insa tabla respectiva (pana) nu are rigiditate suficienta. Teoretic am doar 4 puncte de contact intre cele doua suprafete (unde preseaza suruburile) ceea ce nu este suficient pentru a asigura o rigiditate maxima.
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
si daca dai mai multe gauri si le faci M3? vre-o 10?
_______________________________________ Tos MN80a full option
pus acum 13 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
Si la mine penele sant reglate cu 4 suruburi de M4 pe care daca la slabesc creste jocul puternic,ma gandesc sa bag niste suvite de tabla de fier de aia decapata de conserva intre pene si corp(pe partea de presare a suruburilar) pana ajung la un joc minim si dupa aia reglaj din suruburi.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
sorin renato a scris:
si daca dai mai multe gauri si le faci M3? vre-o 10?
As mai putea pune cel mult inca 3 suruburi. Insa pana respectiva tot nu ar asigura rigiditatea ansamblului decat in zona in care suruburile asigura presiunea necesara. Am sa mai verific sa vad daca 7 puncte de presiune asigura o suprafata suficienta de contact. Trebuie luat in considerare ca in momentul in care se misca la maxim sania transversala o sa mai ramana incalecata doar 1/2 din ea, deci doar jumatate din punctele de contact pe care le pot produce eu.
barosul a scris:
Si la mine penele sant reglate cu 4 suruburi de M4 pe care daca la slabesc creste jocul puternic,ma gandesc sa bag niste suvite de tabla de fier de aia decapata de conserva intre pene si corp(pe partea de presare a suruburilar) pana ajung la un joc minim si dupa aia reglaj din suruburi.
Nu am inteles de ce ar mai fi nevoie de adaosuri din tabla daca se poate regla din suruburi forta cu care apasa pana pe canal. Aveti penele tot din tablite de alama sau din otel? La SP80 penele erau sanatoase din otel si cu 3 suruburi de reglaj (parca). Dar erau suficiente pentru ca pana era rigida si asigura presiunea pe toata lungimea ei.
pus acum 13 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
cnc-3000 a scris:
Nu am inteles de ce ar mai fi nevoie de adaosuri din tabla daca se poate regla din suruburi forta cu care apasa pana pe canal. Aveti penele tot din tablite de alama sau din otel? La SP80 penele erau sanatoase din otel si cu 3 suruburi de reglaj (parca). Dar erau suficiente pentru ca pana era rigida si asigura presiunea pe toata lungimea ei.
Pana este de alama sau de bronz ca este moale se poate stramba in mana si cand strang suruburile de reglare se cunoaste cum se deformeaza (cand o demontezi este un pic curba in zona de contact cu surubul),ma gandeam sa bag ceva adaus brut si cand simt ca a scazut jocul sa ma opresc urmand ca reglajul final sa-l reglez din suruburi.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
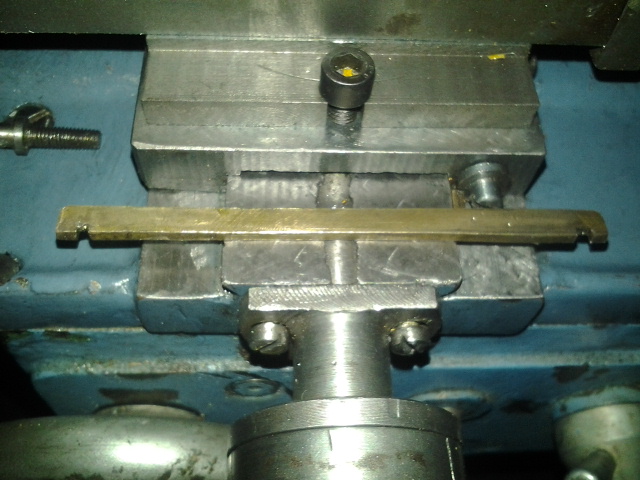
Asa este montata pana in ansamblu:
Si asa arata pana din bronz:
Eu am montat pana acum cele 4 suruburi pentru a incerca sa reglez jocul la sanie si un al cincilea surub in mijloc pentru blocarea saniei (asta dupa ce reusesc sa scot tarodul care s-a rupt in gaura )
pus acum 13 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
La tine pana este tinuta sa nu culiseze in lung de cele 2 suruburi din capete iar la mine de cele 4 suruburi de reglaj care sant ascutite si se infing in ea si o cam deformeaza,iar surubul de blocare a fost strans cam tare de cateva ori(parerea mea) si a facut si el santuri in pana .Urmeaza sa incerc sa fac rost de bronz si sa incerc sa fac alte pene (nu am inca sursa dar caut in disperare)-oare ar merge de alama? sau de textolit?.
pus acum 13 ani
bcristian
MESTER
Inregistrat: acum 14 ani
Postari: 23
Din ce am auzit de la oameni care au lucrat in defuncta industrie, folosirea textolitului ca adaos dupa rectificari de ghidaje era uzuala.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Si eu am citit prin carti despre folosirea textolitului ca material de adaos la ghidaje. Ca si material de pana cred ca merge fara probleme. Cat va tine in timp insa...
Ce am mai citit pe alte forumuri straine, materialul de pana trebuie sa fie mai moale decat fonta. Ideea este sa se uzeze pana si nu coada de randunica. Insa la SP80 penele erau din otel
Am gasit in Hornbach bara de alama dimensiune 1000mm lungime x 10mm latime x 2mm grosime. Am ezitat sa cumpar tocmai pentru ca este alama si nu bronz. Insa tinand cont ca nu este o suprafata cu frecare intensa cred ca ar merge facute penele si din alama.
pus acum 13 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
cnc-3000 a scris:
...Ce am mai citit pe alte forumuri straine, materialul de pana trebuie sa fie mai moale decat fonta. Ideea este sa se uzeze pana si nu coada de randunica. Insa la SP80 penele erau din otel ...
Daca ghidajul este din fonta, pana se face din otel. Ceea ce ai citit pe acele forumuri, este cat se poate de gresit. La un ansamblu cu alunecare, materialul moale (fonta) il "roade" pe cel tare - otelul. Penele din textolit, vor distruge ghidajul, mult mai repede decat cele din otel.
pus acum 13 ani
CZU
MESTER
Inregistrat: acum 14 ani
Postari: 28
Materialul folosit la fabricarea ghidajelor cu alunecare al masinilor unelte este: fonta nodulara cu grafit. Cred ca ai observat ca dupa ce ungi cu ulei coada de randunica si faci cateva curse, apare o mazga neagra. Este ulei amestecat cu fragmente minuscule de grafit, care este un material antifrictiune. De fapt apare o miscare de rostogolire a fragmentelor de grafit intre piesele principale. La fel se intampla si cu bronzul grafitat care lucreaza in tandem cu piese din otel. Eu recomand pana din otel. Asa am eu la strungul Asist si la fel si la Mori Seiki.
pus acum 13 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
cnc-3000 a scris:
...Am gasit in Hornbach bara de alama dimensiune 1000mm lungime x 10mm latime x 2mm grosime. Am ezitat sa cumpar...
Iti bati capul cu teme false. La masinile unelte, exista o alunecare perfecta intre pana din otel si ghidajul din fonta. Vitezele de deplasare relative intre sanie si pat, sunt mici, chiar daca fortele sunt importante. Asa dupa cum scriam si cu doua mesaje mai sus, inlocuirea penei din otel cu una din bronz, alama, sau textolit, va avea repercursiuni importante in primul rand asupra ghidajelor.
Modificat de ola_nicolas (acum 13 ani)
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
ola_nicolas a scris:
Ceea ce ai citit pe acele forumuri, este cat se poate de gresit.
Nu m-as aventura pana acolo. Este vorba de practicalmachinist.com . Si sustin acest lucru pentru ca majoritatea utilajelor pe care le-am vazut in arhiva lor cu poze au penele din bronz. Este vorba si de freze care au saniile de dimensiuni generoase.
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
e posibil ca respectivele utilaje sa aiba ghidaje calite. intr-o carte americana, cu un numar mare de volume si cu vechime peste ocean, scrie ca bronzul se foloseste doar impreuna cu otel calit la minim 40 HRC, altfel apare uzura prematura a otelului. totusi, era vorba de axe ( spindle) . totusi, exista suprafete de control( sau se pot face, cu precizie accptabila) . eu personal imi fac mai multe griji pentru intrarea spanului si pulberii abrazive in ghidaje decat pentru uzura prin frecare fonta-otel( alama/bronz)
_______________________________________ Tos MN80a full option
pus acum 13 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
cnc-3000 a scris:
... Este vorba de practicalmachinist.com ...
Daca ai vazut toate acele poze pe un forum, atunci nu sunt concludente. Oamenii care inventeaza lucruri inutile, doar pentru ca au prea multi bani, nu inseamna ca sunt si bine documentati si stiu ce fac. Legile tribologiei sunt foarte clare. Granula de praf industrial, se infige in materialul moale, unde isi formeaza un locas si se stabilizeaza pe pozitie. Apoi impreuna cu acesta devine "scula" si prelucreaza materialul tare. Paradoxal, cu cat materialul este mai tare (otelul aliat cel mai dur calit) se degradeaza la astfel de imperecheri cel mai repede.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
ola_nicolas a scris:
Oamenii care inventeaza lucruri inutile, doar pentru ca au prea multi bani, nu inseamna ca sunt si bine documentati si stiu ce fac.
Sincer, mi se pare a fi un argument foarte slab. Este vorba totusi depsre o natiune destul de avansata tehnologic.
Ce a spus sorin renato este mai mult decat concludent, si anume ca utilajele au caile de rulare calite. Asa se poate explica de ce toate utilajele respective aveau penele din bronz. Ca idee uitati-va si in arhiva lathes.co.uk si o sa vedeti toate strungurile vechi cu pene din bronz. La strung si freza nu putem vorbi despre pulberi abrazive in procesele tehnologice. Rectificarile (cu pietre abrazive) se fac pe masini dedicate deci pe strung sau freza nu avem de ce sa ne temem de acest pericol. Ori alte particule (gen span) nu prezinta acest pericol de a se fixa in pana de bronz. Daca intra asa ceva intre pana si locas, sunt alte probleme ce trebuie remediate.
Si daca ar fi sa folosim acelasi rationament, particula de praf abraziva se va fixa in fonta din care este facuta sania si va roda pana din otel. Cred ca stiti ca fonta se foloseste in procesele de lepuire tocmai datorita calitatii ei de a fixa pulberile abrazive.
Ca si concluzie, va trebui sa inlocuiesc aceasta pana datorita unei uzuri inegale. Ideal as vrea sa folosesc o pana din otel dar asta doar daca reusesc sa folosesc una de grosime de minim 5mm. Insa asta inseamna ca va trebui sa modific dimensiunile cozii de randunica si anume sa micsorez baza. Este un proces care-l am in vedere deoarece aceasta prezinta o uzura neuniforma, laturile nefiind perfect paralele.
pus acum 13 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
cnc-3000 a scris:
...Este vorba totusi depsre o natiune destul de avansata tehnologic...
Eu personal, pot face diferenta intre pozele postate de unii hobby-isti si cele profesionale din cataloagele de masini unelte ale firmelor producatoarte de prestigiu. Nu are nici-o legatura discutia, cu cat de avansata tehnologic este o natiune. In ceea ce priveste argumentul meu, nu este slab de loc. El se sprijina pe notiunile elementare ale teoriei tribologiei, care se studiaza in cadrul cursurilor universitare de organe de masini si mecanisme. Eu nu am spus nimic de pulberi abrazive, ci am vorbit despre asanumitul "praf industrial", care are proveniente diverse si exista peste tot acolo unde se prelucreaza mecanic.
cnc-3000 a scris:
...daca ar fi sa folosim acelasi rationament, particula de praf abraziva se va fixa in fonta din care este facuta sania si va roda pana din otel...
Aceasta este si ratiunea de a fi a penei - ca element de uzura - altminteri ghidajele s-ar fi putut ajusta precum lagarele.
Intr-o alta abordare a ideii, moda penelor din bronz, era caracteristica anilor '30...'40, cand tribologia nu era inca o disciplina bine inchegata. Singurul avantaj al acestor pene, era faptul ca se puteau obtine foarte usor prin turnare, impreuna cu toate canelurile prevazute pentru ungere. Prelucrarea mecanica era minimala si in acest mod, erau destul de ieftine in cazul unei productii de serie mare, vis a vis de aceleasi pene, care s-ar fi obtinut eventual printr-o prelucrare integrala. Caracteristic acestor pene din bronz, era faptul ca saniile erau prevazute cu un numar mai mare de suruburi de reglare a penei, dispuse mai des intre ele, datorita tocmai faptului amintit de cineva mai sus ca pana din bronz se deformeaza foarte usor. Atunci cand veti vedea sanii prevazute doar cu trei suruburi de reglare (mai rar 4 sau 5) inseamna ca pana originala a fost din otel. Destul de des amatorii (hobby-istii) intrati in posesia unor masini unelte inlocuiesc penele din otel cu pene din bronz, crezand fara nici o baza reala ca fac o imbunatatire.
Apropos de calirea ghidajelor, ea este una superficiala, prin curenti de inalta frecventa. Stratul superficial calit, este de doar cateva sutimi/zecimi de milimetru si dispare destul de repede. De altfel, asa dupa cum puteti constata voi insiva, in zilele noastre s-a cam renuntat la calirea superficiala a ghidajelor, care are o tehnologie scumpa si nu prea ofera protectia scontata.
Modificat de ola_nicolas (acum 13 ani)
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
ola_nicolas a scris:
Eu personal, pot face diferenta intre pozele postate de unii hobby-isti si cele profesionale din cataloagele de masini unelte ale firmelor producatoarte de prestigiu.
Aveti un stil foarte "intepator" Am precizat ca este vorba de acel site stiind ca si Dvs. il urmariti. Dupa cum poate stiti subiectele tratate pe acel forum sunt despre strunguri fabricate de firme cu prestigiu in US si care au contribuit la "efortul de razboi". Adica, utilaje care au produs multe piese la viata lor si care sunt inca in stare de functionare. Chiar daca sunt folosite de hobby-isti sau firme sunt aceleasi utilaje reale.
Cred ca aceasta digresiune ar trebui sa se termine aici.
Poate dupa sarbatori o sa reusesc sa mai lucrez la reconditionarea strungului. Pana una alta am luat o pauza cu ocazia sarbatorilor Si tot cu aceasta ocazie tin sa urez colegilor de forum si celor care urmaresc subiectele tratate aici un "Craciun Fericit!"
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
Multumim frumos, Craciun Fericit colegilor , sanatate multa si spor la munca!
_______________________________________ Tos MN80a full option
pus acum 13 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
Am avut o postare, care a disparut!!! Sau doar am avut iluzia ca am postat?! Am sa postez inca odata.
@cnc-3000: Urmaresc orice sursa de informatii in legatura cu masinile unelte. Eu nu consider ca am un stil intepator. Obligatia oricui, este de a restabili veridicitatea informatiei, indiferent de unde provine ea - chiar si din SUA.
Altminteri, la multi ani tuturor!
administrator: am sters acea postare fiind off-topic. Si cu aceasta postare sunteti off-topic (din nou!) insa nu o sterg tinand cont ca aceasta contine si o urare.
Modificat de ola_nicolas (acum 13 ani)
pus acum 13 ani
Ion_Bumbu
MESTER
Inregistrat: acum 13 ani
Postari: 21
Craciun fericit tuturor!
Ca observatie, la angrenajele cu roti melcate se folosesc cam aceleasi perechi de materiale , otel pentru melc si fonta sau bronz pentru roata dintata.
Grig
pus acum 13 ani
Dan57
MESTER
Inregistrat: acum 14 ani
Postari: 16
Hei baietii cu penele, eu nu prea le am pe astea dar pot relata doar o mica constatare, la strunguletul meu si la freze penele sunt din otel. De ce or fi asa, habar nu am dar asa sunt, chiar si la Proxxon unde mai totul este din aluminiu, ziceti si voi, ce combinatie, otel cu aluminiu.
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
Dan57 a scris:
... ce combinatie, otel cu aluminiu.
citisem undeva ca o oarecare motocicleta japoneza nu avea cuzineti, arborele cotit mergea direct pe aluminiu, si culmea, a mai si catigat nu stiu ce campionat mondial... la primele strunguri care s-au contruit, nu existau lagare separate, axul de otel/fier mergea direct pe fonta din care era turnat strungul. aparea o " glazura" pe fonta, era de fapt grafit scos de uzura la suprafata , si rezista destul de mult, fara pretentii de prezizie prea mare, presupun. ansamblul ax otel pe otel era sortit griparii rapide...
oricum, utilajele trebuie sa aiba parte de revizii capitale si reconditionari periodice. uzura exista intotdeauna. ideea este sa nu lasam uzura sa afecteze negativ produsul finit. sanatate multa si La multi ani!!!!!!!!!
Modificat de sorin renato (acum 13 ani)
_______________________________________ Tos MN80a full option
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Dupa ce am reusit sa rigidizez saniile am descoperit ca tot am probleme la debitat Studiind mai bine problema vad ca am un joc destul de mare in rulmentul din fata a axului principal, adica rulmentul de langa universal. Este un rulment normal radial cu bile tip 6207. Este atat de pacatos tipul acesta de rulment radial? Sau are de-a face cu firma producatoare? Trebuie sa recunosc ca l-am cumparat de la un magazin de piese auto fiind un rulment de fuzeta roata fata Dacia. Ar mai fi banuiala ca joaca rulmentul in locasul din papusa fixa insa pana nu elimin banuiala legata de calitatea rulmentului nu vreau sa dau banii degeaba pe Loctite. Daca are cineva rulmenti radiali la strung si cunoaste limitele in care se incadreaza jocul la acest tip de rulmenti, rog sa-mi spuna si mie pentru comparatie. Multumesc.
pus acum 13 ani
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
In trista vreme cand eram posesor de Dacie, schimbam la rulmenti fata in draci.Rulmentii erau din start rebutati, sau de calitate inferioara.Pot sa zic ca erau perioade in care schimbam si cate o pereche la 2000 de km.Cu asta cred ca am spus totul...Noroc ca eram plind de pasiune si entuziasm, pt un tanar de 18 ani, sa ai o masina era un vis implinit. Incercati sa folositi rulmenti produsi de o firma mai cu pedigree.Prima cauza e calitatea rulmentului, putin probabil sa fie vb de joc intre rulment si corpul papusii fixe.
pus acum 13 ani
bcristian
MESTER
Inregistrat: acum 14 ani
Postari: 23
Din catalogul SKF, pentru 6207, serie normala, bataia radiala a inelului exterior este maxim 25 microni, iar a celui interior de 10 microni. Din manualul strungului SN 320, bataia radiala maxima a alezajului CM5 al arborelui principal este de 10 microni.
Modificat de bcristian (acum 13 ani)
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
OK, concluzia sa incerc sa schimb rulmentul mai intai. Acum am un 0,03-0,04 insa este suficient ca atunci cand bag in span mai mare sa se urce piesa pe cutit cu toate ca saniile sunt blocate. Multumesc
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Din pacate nu este rulmentul... Am dat jos aparatoarea de la rulment si se vede cu ochiul liber cum joaca in locas. Nu degeaba era cherneruit locasul... Ramane sa vad cum pot repara aceasta problema: poate merge cu loctite sau daca nu sa incerc sa alezez gaura si sa o bucsez?!?
47.8KB
pus acum 13 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
cnc-3000 a scris:
poate merge cu loctite sau daca nu sa incerc sa alezez gaura si sa o bucsez?!?
Eu as cumpara un rulment nou de firma ,as chenerui(ca sa centrez rulmentul ) si as pune Loctite si gata (am vazut zeci de rulmenti montati cu loctite si toti au tinut). Am lucrat la o firma care bobina motoare si la ei asta era metoda daca jocul era sub 0,2-0,4 mm,la jocuri mai mare recurgeau la bucsare(bucsele nu erau montate presat ci intrau fest si lipite tot cu Loctite,din pacate nu mai tin minte ce nr. era dar cred ca se poate afla.
pus acum 13 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
Revin cu detalii ca am sunat si am aflat ca era Loctite 638,pun si o adresa ca sa vezi despre ce e vorba:http://www.loctite.ro/cps/rde/xchg/henkel_ror/hs.xsl/full-product-list-loctite-4546.htm?countryCode=ro&BU=industrial&parentredDotUID=productfinder&redDotUID=000001FH61
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Da, la asa ceva ma gandeam. Imi faceam probleme ca folosind chernerul si material de adaos o sa descentrez axul... Dar la cata precizie are strungul nu cred ca este o problema majora. Si daca s-ar descentra cu o sutime probleme ar aparea doar in cazul prelucrarii pieselor cat mai departe de universal. Ceea ce nu prea cred ca o sa lucrez.
pus acum 13 ani
radu cnc
MESTER
Din: LUGOJ jud.TIMIS
Inregistrat: acum 14 ani
Postari: 163
Sorin renatoscrie: "la primele strunguri care s-au contruit, nu existau lagare separate, axul de otel/fier mergea direct pe fonta din care era turnat strungul. aparea o " glazura" pe fonta, era de fapt grafit scos de uzura la suprafata , si rezista destul de mult, fara pretentii de prezizie prea mare, presupun. ansamblul ax otel pe otel era sortit griparii rapide..."
De fapt fonta are o proprietate de a se cali superficial (ecruisare) daca este frecata de otel. Am avut ocazia sa vad o masina de brodat cu 1000 de ace de productie elvetiana din anii 1940 care avea came din fonta impreuna cu role de otel, solicitate puternic si lucrand uscat, pila nici nu prindea pe muchia camei ba mai mult a ramas urma pe pila iar pila era de calitate. masina functioneaza si astazi, s-au inlocuit palpatoarele mecanice de la citirea modelului de pe cartele cu electromagneti actionati de un calculator.
Vis a vis de pene si ghidaje, eu am constat si patit pe propria piele o treaba legata de protectia ghidajelor la carucior. L a strungul meu lipseau capacele de alama de protectie a ghidajelor si dupa ce le-am confectionat am pus pasla. Pana acum cateva saptamani nu am avut probleme dar am observat de o vreme o zgarietura pe ghidaj iar la vreo cateva zile am mai vazut si altele mai fine. Am demontat protectiile si in pasla se fixasera bucatele infime de span care -mi zgariau ghidajul. De o saptamana am inlocuit pasla cu cauciuc si urmaresc atent evolutia, pare OK. Strungul meu are utilizare zilnica in jur de trei ore. Nu este necesar sa fie praf de corpuri abrazive, spanul fin de oteluri aliate este la fel de daunator, span rezultat de multe ori de la piese imbinate prin sudura care le prelucrez si nu numai...
_______________________________________
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
eu am facut o tava din tabla de aluminiu , prinsa in gaurile pentru lineta mobila, sub universal, destul de mare si intinsa oentru a proteja batiul. nu e frumos, insa protejeaza mai bine si se curata usor. urmeaza sa protejez la fel si restul , insa e mai complicat. bineinteles ca spanul e abraziv, mai ales sub forma de pulbere, intra cu usurinta peste tot, naiba sa-l ia...
_______________________________________ Tos MN80a full option
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Strunguletul asta al meu nu a fost prevazut cu dispozitive de stergere a ghidajelor si prin urmare mi-au aparut si mie cateva zgarieturi pe ghidajele saniei transversale.
LE: @radu cnc: pasla respectiva are ca scop si retinerea uleiului si ca atare unge ghidajul la fiecare trecere. Punand cauciuc, acesta o sa razuie inclusiv pelicula de ulei rezultand o uzura prematura a ghidajului. Nu cred ca este o idee prea buna, nu crezi?
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Astazi am finisat o noua flansa pentru universal. Materia prima a fost un butuc din fonta din care am taiat doua discuri cu diametrul de 110mm si grosimea de 35mm.
21KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am apelat la ajutorul lui radu cnc pentru a-mi face gaura interioara si filetul cu gulerul de centrare. Multumesc si pe aceasta cale lui Radu pentru ajutorul acordat si pentru treaba foarte bine executata. Odata ce am avut filetul facut am infiletat flansa pe axul masinii si am prelucrat-o la dimensiunile universalului.
Spate:
Fata:
Si profil:
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
O idee de unde pot cumpara niste rulmenti de precizie? Este vorba de un 6207C2 2RS si un 6304 C2 2RS. Cu rulmentii normali am un JOC RADIAL DE TOATA FRUMUSETEA!!! Nu pot strunji decat daca folosesc si varful rotativ, altfel am niste vibratii de ....
pus acum 12 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
ce filet are axul strungului?
_______________________________________ Tos MN80a full option
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
M35 x 2,5
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Din pacate nu am mai avansat cu strungul prea mult. Am inlocuit rulmentii cu unii cumparati de pe net. O MARE DEZAMAGIRE! Desi vanzatorii (firma"serioasa" cu site pe net) mi-au garantat o clasa de precizie C2 m-am trezit cu niste rulmenti ambalati intr-o folie de plastic (punga) si bagati intr-o cutie de suruburi! Nici vorba de vreun act doveditor a calitatii rulmentului sau garantie. Discutia a fost purtata pe e-mail si a iesit asa cum a iesit. Fata de rulmentii auto pe care i-am folosit pana acum este o foarte mica diferenta in ceea ce priveste bataia radiala. Daca la cel auto aveam o bataie radiala de 0,07 la acest rulment "clasa C2" am 0,04. Si pentru asta am platit 230ron! Sunt profund dezamagit de acesti rulmenti.online Oricum mai am de rezolvat problema ambreiajului care se pare ca este una destul de complicata si asta datorita uzurii destul de mare a strungului. Pana la urma am ales sa anulez ambreiajul si sa-l blochez pe pozitia normala, oprirea si mersul inapoi al strungului putand sa o fac din convertizor. Maine am sa-l asamblez si o sa-i fac o proba de lucru. Avand convertizorul care variaza si turatia motorului cu pastrarea cuplului si cutia de viteze este "in plus". Insa pe aceasta nu am motive sa o anulez. Promit sa revin cu poze insa sunt pe ultima suta de metri cu mutatul in noul apartament si nu mai am capacitatea si pentru altceva
pus acum 12 ani
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
Intreb si eu....cat ar fi normal sa fie bataia radiala?Urmeaza si eu sa cumpar niste rulmenti mai de clasa, intrucat cei originali is varza cu carne.Daca misc axul cu ajutorul unei parghii de lemn, obtin frumoasa miscare a axului de cc 2-3 zecimi.Deci cei 0.04 is...parfum
pus acum 12 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
nu se poate regla cumva jocul asta de 2-3 zecimi? rulmentii ar trebui sa fie conici, deci cumva s-ar regla jocul
_______________________________________ Tos MN80a full option
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Jocul la TOS MN80 (pe lagare) era in carte intre 0,015 si 0,03 in cazul lucrului la regimuri ridicate de turatie timp indelungat. La mine cei 0,04 sunt masurati apasand intr-o singura directie. Daca masor cum se masoara in mod normal, adica apasand in jos setand ceasul comparator la zero si ridicand de ax cred ca as avea probabil 0,07-0,08 joc total. Acum depinde si cat de vanjos apas. La TOS se recomanda folosirea unei bare cu o anumita lungime introdusa in axul masinii. Daca se foloseste o parghie mai mare.... poate flamba si axul pana la urma.
pus acum 12 ani
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
Nu stiu daca se poate regla jocul la mine....Trebui sa ma interesez ce rulmenti sant la axul strungului.Dar din cate stiu eu , si rulmentii conici daca au uzura nu mai pot fi salvati.Strangerea unui rulment conic uzat in vederea eliminarii jocului provoaca uruit si incalzire excesiva. PS.Am pus intreabrea si " dincolo"....de ce un rulment cu role, "clasic" nu e potrivit pentru un ax de strung sau de masina de frezat?de ce is valabili doar cei de tipul 7xxx -radiali axiali?care costa 4-5-6 sute de lei bucata?
administrator: am deschis un topic separat pentru problema rulmentilor si am mutat toate raspunsurile acolo. Ca sa fie mai usor de gasit informatia, rog sa continuam acolo discutia despre rulmenti. Multumesc.
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am în continuare probleme cu vibraţiile. La strunjire îmi apar vibraţii care se vad în finisaj. Si asta folosind sprijin cu varful rotativ. Fără vârf am probleme şi la strunjirea pieselor mici. Am încercat diferite forme la cuţit, cuţite din HSS/Widia/placute..... acelasi rezultat.
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
.....
30.9KB
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am blocat şi saniile..... Nu pot decat sa cred ca rulmenţii fac probleme. Deşi se vede şi în clip ca nu am joc asa de mare la rulmenţi. Doar dacă nu sunt de proastă calitate.
Nu ştiu ce sa-i mai fac. Ar mai fi o posibilitate ca bacurile de la universal sa aiba joc şi poate o rectificare a lor rezolva problema.
pus acum 12 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
apare si zgomot sau doar vibratii in finisaj? poate sectiunea aschiei este prea mare? nu vad de ce bacurile descentrate ar fi de vina pentru finisajul nesatisfacator... incearca un cutit de finisare finisat cu o piatra fina de honuit( cat mai ascutit cu putinta). adu cutitul in contact cu piesa, cat sa atinga, si asculta zgomotul facut la atingere. daca este neuniform( fara sa aschieze, doar asculti), inseamna ca rulmentii sunt de vina ( role/bile de dimensiuni diferite)
Modificat de sorin renato (acum 12 ani)
_______________________________________ Tos MN80a full option
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Face si zgomot. Vibratiile apar indiferent ca iau o zecime sau 3 milimetri.
In clip am facut verificarea rulmentilor apasand pe ax cu o bara din textolit. Insa daca mai adaug si universalul pe flansa si apas pe el jocul masurat pe ax este mai mare. Ajunge pe la 4 sutimi apasand intr-o singura directie.
Imi este groaza sa ma gandesc ca sunt rulmentii pentru ca am dat cca. 300ron pe ei. Daca sunt rulmentii de vina sa stiti sa va feriti si voi de "rulmentionline" pentru ca sunt "tepari"!!! Am mai aruncat 180ron si pe LOCTITE!! Am schimbat rulmentii de tip auto (de fuzeta fata Dacia) pentru ca faceau la fel si am zis ca daca dau niste bani pe niste rulmenti "de calitate" scap de necazuri. Insa m-am lovit de mentalitatea de "tepar" a unui comerciant roman.
LE: din ce am mai citit pe net, bacurile uzate care nu strang bine piesa permit acesteia sa vibreze de unde rezulta si problemele la debitare. Insa am probleme atat cu bacurile normale cat si cu bacurile intoarse. Nu pot elimina insa aceasta ipoteza pentru simplul motiv ca ambele perechi de bacuri nu erau noi cand le-am achizitionat si nici nu au venit cu un certificat de verificare a calitati. Doar dupa ce le rectific o sa le pot elimina ca si cauza.
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Dupa o discutie telefonica cu colegul alin 105 am incercat iarasi sa caut provenienta vibratiilor. Insa tot la rulmenti am ajuns. Mi-a trecut prin cap sa vad daca axul are joc axial si surpriza, are 0,04mm joc. Deci.... problema este din rulmenti. Acum am inceput sa ma gandesc daca nu cumva trebuie de fapt alt tip de rulmenti si anume rulmenti cu bile radiali axiali in ambele capete ale axului. Teoretic asa ar trebui doar ca constructia papusii fixe nu lasa impresia ca ar fi fost astfel de rulmenti. Spun asta pentru ca adancimea locasului pentru rulment nu permite montarea de rulmenti pretensionati in nici unul din capete, deci trebuie sa iau rulmenti radiali axiali cu un rand de bile si sa-i imperechez. Doar ca axul nu are piulite de ajustare pe el asa ca reglajul ar trebui sa-l fac cu ajutorul saibelor de tabla.... pur si simplu nu prea cred ca as avea cum sa fac un reglaj corect. Are cineva o idee in legatura cu asta? Eu am cam ramas fara....
pus acum 12 ani
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
Nu stiu ce sa cred, parca tot nu imi vine sa cred ca rulmentii ar putea fi cauza...mai investigheaza problema inainte de achizitia unor noi si costisitori rulmenti.Cum spuneam si la telefon, eu am joc radial de cc 1 zecime si tot pot aschia in conditii decente, nu perfecte .... O sugestie, ca sa scoti din discutie posibilele jocuri ale flansei sau universalului, demonteaza de pe ax flansa si universalul si fixeaza un semifabricat de test in alezajul axului.Pt fixarea fara joc: 1.prelucrezi pe SP semifabricatul cu un diametru cu 1-2 sutimi mai mare decat alezajul arborelui de la sttrungul cu problema si il introduci fortat, cu o presa improvizata ( o simpla tija filetata) 2.varianta mai elaborata: prelucrezi pe SP semifabricatul in asa fel incat sa aiba forma conica (arborele are ceva alezaj conic, CM -3 , CM-4?).fixarea si consolidarea semifabricatului se va face cu o tija filetata si piulite aferente inspre capatul cu pulii. 3.varianta 3 , dupa metoda lui radu cnc, presupune un ax prelucrat la cota fixa, despicat si prevazut cu un surub la interior+un trunchi de con care fiind strans de surub se expandeaza, blocandu-se in alezaj. Dupa obtinerea unui "montaj" de test, poti aschia semifabricatul eliminand din discutie flansa+ universalul.
Modificat de alin 105 (acum 12 ani)
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
OK. Considerand ca este o idee foarte buna, ti-am urmat sfatul astazi si am strunjit o piesa din fier 1cm la un capat cat sa intre pe CM2. Am bagat piesa din fier in axul masinii si am prins-o din cealalta parte a axului cu o tija filetata de 10.
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Rezultatul a fost bun, adica am putut strunji chiar cu turatie mare si luat mult din material (10mm deodata!!!!) fara vibratii. Insa piesa era foarte aproape de rulment. La fel nu am avut probleme cand am strunjit flansa pentru universal. Insa cu cat ma departez de rulment, apar vibratiile. Si cum universalul de 100 iese cam 8cm plus 2cm grosimea flansei, deja sunt la 10cm de la rulment. Adica am o parghie de 10cm.
pus acum 12 ani
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
Cum se fixeaza flansa? partea filetata asigura presarea flansei spre arbore....insa geometria si suprafetele de contact ale "scaunului'' determina rigiditatea flansa-ax.Mai investigheaza...nu cumva apar vibratii intre flansa si ax?Nu degeaba strungurile mai mari au un ax-flansa monobloc
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
În poza de mai sus se vede axul. În capăt spre rulment are un guler de centrare de 5-6mm. Este şi o poza cu flanşa câteva pagini mai înapoi. Oricum, odată strânsă pe ax nu ar mai trebui să joace fiind sub tensiune. As putea sa folosesc Bison pe filet (nu mai este Loctite) insa pana nu sunt sigur nu mă risc.
pus acum 12 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
incearca sa strunjesti de finisare pe piesa prinsa astfel. alta metoda ca sa vezi daca rulmentii sunt de vina: pui comparatorul pe un cilindru rectificat, faci semn cu marcher subtire pe maxim, faci un numar de ture manual, verifici si marchezi iarasi. repeti de cateva ori. daca semnele nu sunt in aceeasi zona, rulmentii sunt de vina( parerea mea)
_______________________________________ Tos MN80a full option
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Strunjire frontala de finisare piesa din aluminiu la turatie scazuta:
Si la turatia maxima posibila (reglata si din cutia de viteze):
La strunjire frontala nu apar probleme/vibratii si rezultatul este destul de multumitor, cel putin pentru mine si pentru strungul acesta. Deci la prelucrari langa universal si turatia aleasa din convertizor in functie de diametru, material, cutit, etc. se poate lucra pe strung. Dar necesita o oarecare rabdare si indemanare.
pus acum 12 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
incearca inox
_______________________________________ Tos MN80a full option
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Nu am inox. Astazi am mai observat ceva la portcutit: suprafata pe care se aseaza cutitul este convexa. Asta se datoreaza felului in care au fost frezate canalele in portcutit. Am sa incerca sa indrept acea suprafata. Desi putin probabil, s-ar putea sa apara si de acolo ceva vibratii in cutit care sa se amplifice in contact cu jocul rulmentilor. Am incercat sa frezez ceva cu o feza cilindrica mare (diametru 20mm) prinsa in ax si pot spune ca totul este in regula. Suprafata frezata intr-o bucata de fier prinsa in portcutit era foarte curata. Nu stiu cat de reprezentativ este acest lucru insa in felul acesta am vazut ce jocuri am la sanii si le-am putut regla/strange cat mai bine.
pus acum 12 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
daca suprafata portcutit este convexa, poti pune niste fasii de tabla subtire pe capete( eu asa fac, la mine portcutitul este brosat dintr-o bucata masiva, brosarea nu e prea reusita si nu a iesit o suprafata plana). foarte posibul ca vibratiile sa fie de la cutit in cazul asta.
_______________________________________ Tos MN80a full option
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Folosesc platbande metalice ca sa aduc cutitul la nivel insa pana acum am reusit sa crap in doua 2 cutite din HSS strangand prea tare suruburile de strangere. La cutitele cu pastila brazata coada este din otel si nu aveam probleme.... Dar tin sa elimin pe cat se poate si aceasta problema.
Am gasit azi in targ un rulment 6207 C3 de fabricatie engleza. Nou, nefolosit si fara rugina dar din pacate tinut fara cutie de carton. L-am cumparat cu 10ron pentru ca era inscriptionat cu C3 si nu are ce sa strice sa fac o proba si cu acesta. Desi C3 este o clasa de joc mai mare decat cel normal, la mana pare a avea un joc muuuuult mai mic decat cel montat de mine si cumparat drept C2. Ca o paranteza off-topic clasele de joc sunt in urmatoarea ordine: joc normal; C2 mai mic decat clasa de joc normal; C1 mai mic decat C2; C3 joc mai mare decat jocul normal; C4 mai mare decat C3; C5 mai mare decat C4.... Daca rulmentul nu este inscriptionat cu clasa de joc sau precizie inseamna ca este clasa normala.
54.2KB
pus acum 12 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
si eu era sa rup un cutit din cauza tensionarii. eu pun tabla doar sub suruburile din capete, mijlocul nu atinge portcutitul. incearca varianta asta!
_______________________________________ Tos MN80a full option
pus acum 12 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
sorin renato a scris:
eu pun tabla doar sub suruburile din capete, mijlocul nu atinge portcutitul
Buna ideea, nu m-am gandit la asta. Am reusit pana la urma sa le indrept suficient cat sa nu mai am probleme.
In sfarsit, am inlocuit rulmentul si vibratiile aproape au disparut. Apar doar in cazul in care incerc sa iau prea mult deodata. Rulmentul este unul cotat C3 productie NSK, englezesc. Daca era un C2 cu siguranta nu mai aveam de ce sa ma plang. Insa acum chiar pot spune ca nu mai sunt vibratii deci sunt multumit de rezultat. Rulmentul cumparat de la magarii de la rulmentionline este binenteles un rulment ordinar de URB. Cand mai trec prin Brasov o se la fac o vizita... pastrez rulmentul la rece pana atunci!






















 :
:

 )
)

 Am precizat ca este vorba de acel site stiind ca si Dvs. il urmariti. Dupa cum poate stiti subiectele tratate pe acel forum sunt despre strunguri fabricate de firme cu prestigiu in US si care au contribuit la "efortul de razboi". Adica, utilaje care au produs multe piese la viata lor si care sunt inca in stare de functionare. Chiar daca sunt folosite de hobby-isti sau firme sunt aceleasi utilaje reale.
Am precizat ca este vorba de acel site stiind ca si Dvs. il urmariti. Dupa cum poate stiti subiectele tratate pe acel forum sunt despre strunguri fabricate de firme cu prestigiu in US si care au contribuit la "efortul de razboi". Adica, utilaje care au produs multe piese la viata lor si care sunt inca in stare de functionare. Chiar daca sunt folosite de hobby-isti sau firme sunt aceleasi utilaje reale.






 ....de ce un rulment cu role, "clasic" nu e potrivit pentru un ax de strung sau de masina de frezat?de ce is valabili doar cei de tipul 7xxx -radiali axiali?care costa 4-5-6 sute de lei bucata?
....de ce un rulment cu role, "clasic" nu e potrivit pentru un ax de strung sau de masina de frezat?de ce is valabili doar cei de tipul 7xxx -radiali axiali?care costa 4-5-6 sute de lei bucata?




