forumul prelucratorilor prin aschiere
Un loc pentru pasionatii prelucrarilor prin aschiere unde pot cere/oferi sfaturi si impartasi din experienta lor.
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Daca tot nu am reusit sa aflu ce marca este si ramanand in continuare in posesia mea, nu am alta alternativa decat sa ma apuc de reconditionarea lui (un lucru pe care-l astept de cand am vazut poze cu el pentru prima data) In prima faza trebuie sa construiesc un banc pe care sa-l montez si care sa-mi faciliteze accesul la el. Momentan este pe podea si este cam greu sa lucrez intr-o astfel de pozitie. Apoi intentionez sa-l dezmembrez si sa sablez toata vopseaua de pe el pana la metal pentru a-l pregati pentru un nou strat de vopsea. O sa fie ceva de munca la eliminarea jocurilor dar asta ramane de vazut cand ajung la ele In rest... va fi o placere. Sper sa nu-mi dea (prea) mare bataie de cap. O sa fac poze si o sa postez aici progresul
43.1KB
pus acum 13 ani
triler35
Membru nou
Din: Bucuresti
Inregistrat: acum 13 ani
Postari: 6
bafta multa, bine ca il ai. Altii viseaza, mai e chestia sa ai timp de el
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Multumesc. Nu m-am apucat de el pentru ca nu am terminat masa, am niste probleme si nu prea am timp de el. Si eu am visat si inca visez ce o sa-i fac si cum o sa iasa
pus acum 13 ani
triler35
Membru nou
Din: Bucuresti
Inregistrat: acum 13 ani
Postari: 6
cnc-3000 a scris:
Si eu am visat si inca visez ce o sa-i fac si cum o sa iasa
Si unii viseaza
Iar pentru Ola_Nicolas respectele mele, am citit multe postari si pe alte forumuri, sunteti un om deosebit. O sa fac poze cu micutul meu"..nu stiu cu, il cheama" si o sa le postez. O zi buna tuturor.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
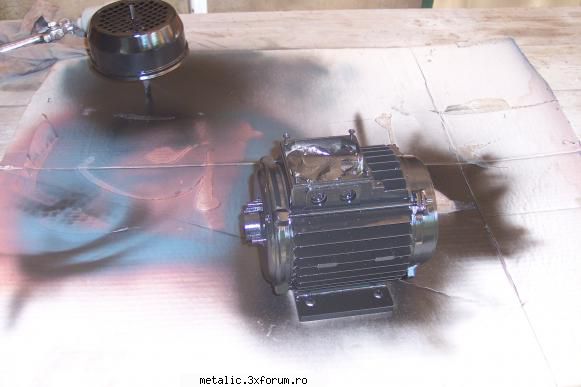
Dupa mult timp am reusit sa mai fac ceva la strung, si anume sa-i adaptez un motor. Motorul provine de la o pompa de hidrofor. Este la 220V, are 750W si 2900rot/min. De productie italiana cu bobinajul din cupru si rotorul in scurtcircuit. Ma gandesc ca turatia este putin cam mare dar poate o sa reusesc cu o fulie mica pe el sa-i injumatatesc turatia la intrarea in strung. Daca nu o sa trebuiasca sa fac un sistem cu fulii pentru micsorarea turatiei.
39.4KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am taiat flansa de prindere originala si i-am facut o talpa din tabla de 10mm pe care am prins-o de corpul statorului in suruburi.
36.7KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Lucrul la talpa din tabla...
45.2KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Prinsa pe motor,
38.8KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Si motorul prins pe strung.
37.4KB
pus acum 13 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
Am inteles ca motorul fiind cu flansa, l-ai modificat pentru talpa!?
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Da, este vorba de prinderea motorului pe utilaj. In prima poza cu motorul se vede sistemul de prindere al motorului in instalatia hidrofor. Prinderea nu se preta la actionarea strungului asa ca am facut acea talpa din fier care am prins-o pe carcasa din aluminiu a motorului in doua suruburi M6. Sper ca in timp sa reziste cum trebuie.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Si am inceput sa reconditionez strungul la propriu. Am inceput cu demontarea tuturor componentelor de pe el.
39.7KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
O poza cu caruciorul din spate...
46.1KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Cutia de avansuri la care am observat cu parere de rau ca a fost umblat in ea si s-au inlocuit parghiile. Lipsesc insa furcile
51.3KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Scos tot din papusa fixa
52.6KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Din pacate axul principal este pe rulmenti obisnuiti,
46.9KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Si rulmentul din spate
49.4KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
O problema la rulmentul din fata: acesta are un mic joc in corpul papusii. Intra si iese foarte usor (la mana) si vad ca vechii propietari au cherneruit locasul pentru a intra fortat. Caut solutii la aceasta problema. Ma gandesc sa schimb rulmentul radial cu bile cu unul radial axial. Daca reusesc sa gasesc unul in aceleasi dimensiuni am rezolvat problema, dar ma indoiesc ca este asa de simplu.
43.1KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am vrut sa dau jos si papusa fixa de pe batiu dar nefiind pe ghidaje (ghidajele prismatice se opresc pana in papusa) nu stiu daca afecteaza aliniamentul si cum as putea sa-l refac in cazul in care o demontez. Pana una alta tot (in afara de papusa) a fost dat jos de pe strung.
40.5KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Si curatata vopsea manual (cu uber scraper-ul). Urmeaza sa sablez strungul dar am dat cu sabarul pentru a inlatura cele 4 straturi de vopsea date cu pensula si stratul de chit dat in fabrica pentru netezirea suprafetelor.
40.3KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Primele impresii:
- strungul imi lasa in continuare impresia ca ar fi fost construit ca un strung proiect. - are solutii tehnice bune dar calitatea este cam slaba in aplicarea lor. Exemplu: gaura prin axul principal nu este perfect centrata pe toata lungimea ei; toate rotile dintate fixate pe arbori sunt prinse cu stifturi dar unele gauri au fost date de doua ori (aproape in acelasi loc). - foarte multe jocuri dar nu acolo unde ma asteptam, adica la ghidaje. Trebuie sa inlocuiesc cam toate bucsile de bronz de peste tot. Ghidajele nu sunt prea uzate, nu au burta vizibila cu ochiul liber.
Se pare ca ma asteapta o lucrare mai grea decat credeam
pus acum 13 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
Stai binecu rabdarea,eu de 2 ori am vrut sa incep sa le curat de vopsea pe ale mele(strunguri)dar am renuntat si m-am multumit cu reglajul lor si atat.Ca si la tine cred ca au cam 2-3 straturi de vopsea peste chit.
Modificat de barosul (acum 13 ani)
pus acum 13 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
cnc-3000 a scris:
O problema la rulmentul din fata: acesta are un mic joc in corpul papusii. Intra si iese foarte usor (la mana) si vad ca vechii propietari au cherneruit locasul pentru a intra fortat. Caut solutii la aceasta problema. Ma gandesc sa schimb rulmentul radial cu bile cu unul radial axial. Daca reusesc sa gasesc unul in aceleasi dimensiuni am rezolvat problema, dar ma indoiesc ca este asa de simplu.
Poti incerca cu Loctite de fixat rulmentii,am folosit de cateva ori pe la niste motoare de pompe de apa si a dat rezultate.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Cu gandul la ce o sa iasa.... merge treaba fara sa ma doara palmele Pe alocuri a fost chit si peste tot grund si trei straturi de vopsea. Acum incerc sa cumpar vopsea epoxidica bicomponenta dar problema este ca unde gasesc de vanzare nu se vinde decat la cantitati de 5kg iar daca doresc pe o culoare din paleta de culori RAL nu fac decat minim 25kg. Tipic romanesc!!!
Este o idee buna sa folosesc Loctite. Acum imi aduc aminte de discutiile de pe alt forum in legatura cu preluarea unui joc mic folosind chiar Superglue. Insa am in vedere modificarea rulmentului radial pe bile cu unul radial-axial cu role conice. Daca o sa recurg la modificari o sa trebuiasca sa bucsez locasul actual si atunci o sa scot jocul din bucsa de adaptare a noului rulment.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am terminat de racait vopseaua de pe tot strungul. Vopseaua originala este un verde -kaki (se vede pe interiorul piciorului strungului doua poze mai sus). Am sa-l vopsesc tot pe un verde. Alta culoare la care ma mai gandesc ar fi albastru spre gri. Dar mai am timp pana sa cumpar culoarea, asta cu conditia sa si gasesc pe undeva sa cumpar.
Astazi am spalat toti rulmentii si am vazut ca sunt rulmenti de dimensiuni uzuale deci nu o sa am probleme sa-i gasesc. Alt lucru observat este ca sunt toti stricati (sunt gripati si huruie), sunt de diferite natii deci cel care a avut strungul inaintea mea a schimbat rulmentii cu ce i-a picat la mana.
Pana la urma cred ca o sa las tot rulment radial cu bile. Daca vreau sa pun rulment radial-axial nu pot decat sa pun un rulment radial-axial cu bile pe doua randuri. Exemplu: Problema este ca acesta are latimea de 27mm fata de cel radial cu latimea de 17mm ceea ce inseamna ca trebui sa modific locasul in papusa fixa. O alta problema: as alege unul cu protectie pe ambele parti dar as elimina protectia din interiorul papusii pentru a fi lubrifiat de uleiul din papusa. Protectia din exterior este mai mult decat utila pentru a nu lasa span sau alte mizerii sa intre la rulment.
45KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
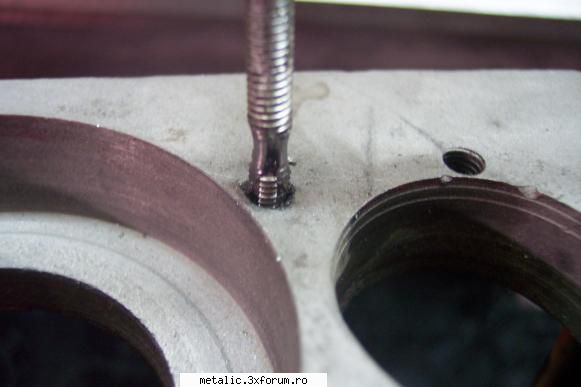
Se vede ca au fost schimbati de nenumarate ori pentru ca au refacut filetele de la suruburile care prind capacele la rulmenti, reusind sa si rupa un tarod intr-una din gauri. O metoda de a scoate tarodul???
47.8KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Ciudatenia de ambreiaj pe con:
31.4KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Si dupa putina munca de lamurire l-am facut sa culiseze usor, asa cum ar trebui. Sper sa si functioneze, adica sa cupleze. Putin ciudat tinand cont ca toate piesele sunt metalice si se balacesc intr-o baie de ulei.
32.7KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
O alta dovada a uzurii destul de pronuntate a partilor componente:
34.9KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Acesta este caruciorul iar cele doua gauri sunt gaurile de trecere a surubului conducator si a barii de avans. Solutia ar fi fost sa le largesc si apoi sa le bucsez. Insa la cat sunt de ovalizate o sa se uneasca atunci cand o sa incerc sa le rectific.
pus acum 13 ani
PL500
MESTER
Din: Curtea de Arges
Inregistrat: acum 14 ani
Postari: 55
-Vopsea epoxi bicomponenta as vrea si eu. Practic as cumpara jumatate din cei 5 litri (daca te hotarasti sa cumperi), insa as vrea culoarea portocaliu. -Tarodul poti incerca sa-l extragi folosind o scula confectionata dintr-o teava din otel (chiar cheie tubulara) cu diametrul exterior egal cu diametrul gaurii, la care ii polizezi trei fante echidistante pe generatoare astfel incat sa-i ramana trei ,,craci" ce pot fi introdusi in cele trei degajari ale tarodului. Daca nu este prea incastrat o sa se destepeneasca. -Ambreiajul ala ,,ciudat" mi se pare extrem de eficient si fiabil. -Scrie seria rulmentului de la ax (eventual si dimensiunile), este posibil sa se gaseasca radial-axial cu un singur rand de bile sferice ce va respecta si latimea. Eu am inlocuit de curand la un utilaj agricol un rulment 6208 (radial) cu un 7208 (radial-axial, identic ca dimensiuni) pe care l-am gasit cu 25 lei, iar in magazine pretul era intre 100 si 700 lei. -Referitor la gaurile ovalizate din carucior, daca gabaritul permite, poti adauga o placa in exterior, de grosime suficienta, fixata in suruburi (cap inecat, conic sau cilindric tip imbus) ce are practicate respectivele gauri. Este posibil ca tocmai grosimea placii sa incomodeaze, atunci se complica un pic treaba dar trebuie sa exista si solutie.
Modificat de PL500 (acum 13 ani)
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
O nedumerire: rulmentul radial-axial cu un singur rand de bile nu trebuie imperecheat cu inca unul pentru pretensionare? Cei normali cu role conice stiu ca asa se monteaza (pereche) altfel rolele ar iesi din colivie intr-o directie. Daca nu este aceeasi situatie la cel radial-axial cu bile atunci se gasesc rulmenti cu aceeasi dimensiune cu cel 6207 deci nu mai am nevoie sa fac nici o modificare. Cel cu doua randuri de bile este gata imperecheat. In legatura cu vopseaua: nu o sa fac strungul portocaliu Insa este vorba de 25kg daca doresc sa-mi prepare o anumita culoare. Grundul sau culori de baza se gasesc si la 5kg.
pus acum 13 ani
PL500
MESTER
Din: Curtea de Arges
Inregistrat: acum 14 ani
Postari: 55
Rulmentul radial-axial cu un singur rand de bile nu se desface (similar cu cei cu role conice) insa au nevoie de o usoara pretensionare. Axul principal nu foloseste 2 rulmenti ? Daca da s-ar putea monta 2 rulmenti radiali-axiali montati in contrasens, strangerea efectuandu-se din capacele ce asigura rulmentul in carcasa.
Modificat de PL500 (acum 13 ani)
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Atunci o sa-i cumpar pe amandoi radial-axiali si o sa incerc sa-i montez. Singura modalitate de a pretensiona rulmentii este asa cum ati spus prin strangerea capacelor. Acolo eventual trebuie sa pun distantiere din tabla pentru a face aceasta strangere.
Dupa ce l-am luat si cu peria de sarma in flex arata mult mai bine:
36KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Nu am descoperit nici o serie/inscriptie pe strung care sa-mi dea vreun indiciu despre locul de nastere. Insa pe fiecare piesa componenta (batiu, papusa, picioare) este inscriptionata cifra 1. Asta sa insemne ca a fost primul produs din serie? Sau ce anume?
39.7KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Pe patul strungului lateral,
39.5KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Pe unul dintre picioare,
41.2KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Si pe celalalt...
27.2KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
A trebuit sa demontez si papusa fixa de pe batiu pentru ca (din pacate) trebuie sa rectific ghidajele. Este un loc unde ghidajele au o uzura de 0,25 ceea ce este suficient ca sania sa joace pe acea portiune. Nu reusesc sa sabaruiesc atat pe toata lungimea si mai ales sa pastrez si geometria prismelor. Papusa fixa oricum pare sa fi fost demontata anterior deci oricum nu aveam incredere in paralelismul intre axul principal cu prismele ghidajului.
pus acum 13 ani
PL500
MESTER
Din: Curtea de Arges
Inregistrat: acum 14 ani
Postari: 55
Papusa fixa nu se incastreaza cumva in batiu (in sensul sa nu mai trebuiasca reglaje) ? Nu stiu cum o fi si la tos-ul meu, as vrea sa incep s-al restaurez, ma gandesc daca sa demontez sau nu papusa fixa. Am vazut ca te ocupi cu sablatul, am si eu un pistol de sablat, marca yato, prevazut cu un furtun si o sonda ce se scufunda in recipientul cu material abraziv, de asemenea am un compresor cu butelia de 50l, m-am ,,jucat" o singura data cu el - in sensul ca am sablat pe o sticla un model cu ajutorul unui sablon din carton si folosind nisip ordinar (nu era nici prea uscat si se infunda in sonda sau ramanea ,,ingramadit" pe sticla). Ce material abraziv folosesti ? Ai un compresor cu butelie mai mare ? La mine se termina destul de repede rezerva de aer, ma gandesc sa mai ,,bucsez" cumva duza pistolului in sensul reducerii debitului de aer. crezi ca ar functiona ?
Modificat de PL500 (acum 13 ani)
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
La acest strung este o suprafata perfect plana acolo unde se aseaza papusa pe batiu. Cred ca si la TOS este la fel (la SP sunt 99% sigur ca este asa). Alinierea papusii fixe nu ar trebui sa fie prea complicata: o bara rectificata prinsa in axul masinii pe conul morse si plimbat ceasul comparator prins in carucior de-a lungul ei. Sau prinsa chiar in universal dar asta ar insemna ca universalul sa fie unul de precizie sau unul cu patru falci iar piesa centrata perfect cu ceasul comparator.
Off-topic: In legatura cu sablatul: eu am o instalatie sub presiune si folosesc duze de la 2mm la 4mm pentru a putea beneficia de aerul produs de compresor. Am avut si eu un pistol cu injectie (cu aspiratie/sifon) insa la fel avea o duza de 7-8mm si nu aveam debit de aer suficient pentru a putea sabla continuu. Daca reusiti sa micsorati duza la 4mm o sa puteti sabla cu un debit mai mic. Insa pentru sablat, fara 400l/min debit refulat nu reusiti sa faceti nimic decat sa va chinuiti. Si debitul acesta ar trebui dat la presiunea de minim 2,5bari. Eu folosesc electrocorindon care este special pentru aceasta operatie: are muchiile ascutite, este foarte dur (al doilea dupa diamant), poate fi refolosit de multe ori si cel mai important nu este periculos pentru sanatate (la nisipul obisnuit exista pericol de silicoza).
pus acum 13 ani
radu cnc
MESTER
Din: LUGOJ jud.TIMIS
Inregistrat: acum 14 ani
Postari: 163
cifra 1 gasita peste tot inseamna ca unele piese sunt realizate unicat si apartin strungului, de exemplu daca ai monta ipotetic o piesa de la alt strung produs tot atunci nu se va potrivi deloc.
Strungul se produce pe etape si anume se prelucreaza picioarele si pe ele se monteaza piesa turnata pe care se prelucreaza ghidajele. Daca pui un alt picior cand ai centra batiul pe raboteza ai avea abateri mari.
Nu stiu daca m-am facut inteles...
_______________________________________
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Da... are sens ceea ce spuneti.
Am incercat sa gasesc o firma care sa-mi rectifice ghidajele... Nu am avut succes. Pana la urma o sa incerc sa le rectific manual cu sabarul. Am gasit in targ un sabar cu placuta widia in stare foarte buna (plin de mizerie insa). Am incercat un pic pentru a vedea daca merge mana si daca se pot sabarui ghidajele.
32.7KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Din nefericire nu am nici un dreptar profi si nici o masa de control pentru a fi verifica daca bara de otel rectificata pe care o folosesc ca dreptar este "dreapta". Ca procedeu am facut un sablon al ghidajelor din tabla de 1mm (am luat ca masura capatul ghidajelor unde ar trebui sa aiba uzura cea mai mica). In felul acesta pot pastra cat de cat geometria prismelor. Cat de bine o sa-mi reuseasca operatia... ramane de verificat. Sunt convins ca o sa reusesc sa intrept ghidajele dar neavand la dispozitie nici o super nivela pentru a verifica paralelismul ghidajelor nu stiu ce o sa reusesc. Sigur o sa fie functional si o sa pot lucra pe el... Oricum nu este un strung de super precizie (departe de asa ceva) si cu tehnologia/fondurile avute la dispozitie nu o sa reusesc sa scot asa ceva din el.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am intalnit astazi in targul de vechituri cateva persoane foarte binevoitoare si bine intentionate care au lucrat in acest domeniu (de reparatii masini unelte). Am facut schimb de telefoane si promisiunea ca ma vor ajuta cu un dreptar de fonta (profi) si cu informatii utile pentru a reusi o astfel de operatie pe cont propriu. Ma bucur sa intalnesc astfel de persoane care au cel putin cunostinte in acest domeniu si care ma pot sfatui cum sa fac. Despre rectificarea ghidajelor pe o masina speciala de rectificat, au spus ca desi se merita ar costa mult... si ca pot incerca sa fac singur operatia de razuire. Au incercat sa ma ajute intr-un anume fel dar nu se poate decat daca fac comanda la fabrica.... si acolo o sa se adune multe la pretul final. Totusi, o sa incerc sa aflu un pret pana ma apuc de unul singur.
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
pot sa-ti arat cum se face rectificarea pe masina pentru ghidaje, pe tumlikovo.cz, daca nu ma insel. caut si pun link-ul exact.
_______________________________________ Tos MN80a full option
_______________________________________ Tos MN80a full option
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Bune link-urile, multumesc. Insa acolo se foloseste o masina de rectificat plan obisnuita. Este si mic strungul (550mm). Totusi, interesanta metoda de rectificare a prismelor cu piatra profilata. Daca as avea si eu la dispozitie un astfel de utilaj, as face o incercare. Dar sa dau pe mana unui Nea Dorel in speranta ca nimereste unghiurile... nu prea am incredere.
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
pai cam asta este si metoda prin care se rectifica batiurile strungurilor Myford, in fabrica. http://www.google.ro/url?sa=t&rct=j ... -HdbJVpaLQ despre ce fel de masina de rectificat speciala ti-au vorbit cei pe care i-ai intalnit? eu am intalnit multi nea Dorel... care de care mai meseriasi, inclisiv un " ceasornicar" care cumpara burghie cu zecile in speranta ca va gasi unul care sa fie ascutit cum trebuie...
Modificat de sorin renato (acum 13 ani)
_______________________________________ Tos MN80a full option
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
cred ca se merita mai mult sa rectifici batiul si sa rezuiesti ghidajele saniei dupa urmele lasate de batiu.
_______________________________________ Tos MN80a full option
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
sorin renato a scris:
care de care mai meseriasi, inclisiv un " ceasornicar" care cumpara burghie cu zecile in speranta ca va gasi unul care sa fie ascutit cum trebuie...
Asta este tare
Myford-urile au ghidaje drepte, deci si acolo merge masina de rectificat plan. Eu am auzit (nu am vazut) ca sunt masini de rectificat la care se inclina capul (motorul cu piatra) dupa unghiul ce trebuie respectat. Niste meseriasi de prin targuri au pomenit si posibilitatea de rectificare pe raboteza desi nu stiu cum s-ar face avansul pe doua axe simultan.
Poate reusesc week-end-ul acesta sa mai lucrez la el, in speta sa-l sablez si sa-l chituiesc pentru a fi gata de vopsit. Am incercat sa fac mai intai rectificarea pentru a nu murdari/strica vopseaua noua dar daca stau pana-l rectific... nu mai am rabdare.
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
daca raboteza este ceea ce cred au, adica ceea ce se numeste in engleza "shaper", ai nimerit niste " meseriasi" ce vreau eu sa-ti spun, poti sa cumperi niste pietre de polizor, pentru a le profila in functie de unghiurile ghidajelor batiului, cat mai precis, apoi folosesti scraperul pentru a aduce in deplin contact caruciorul cu batiul( folosesti scraperul pe carucior). cel putin eu asa as face.
Modificat de sorin renato (acum 13 ani)
_______________________________________ Tos MN80a full option
pus acum 13 ani
radu cnc
MESTER
Din: LUGOJ jud.TIMIS
Inregistrat: acum 14 ani
Postari: 163
Ghidajele se corecteaza pe raboteza si nu este acelasi lucru cu shepingul.
Se folosesc la rectificat ghidajele pietre tip oala.
_______________________________________
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Raboteza este acelasi lucru cu shaping manchine. Cel putin la cautare cu google asa reiese. @sorin renato: pe roboteza se poate rectifica orice strung daca are suprafata plana. Sunt sigur ca in procesul de fabricatie a patului de strung de la SP80 se foloseste raboteza pentru planeitate si pentru executia santurilor de ghidaje. Nu vad o alta metoda mai facila de realizare a lor. Frezarea lor poate, dar aceasta necesita o mai mare atentie si reglaje mai fine a utilajului deci un grad mai mare de specializare a personalului.
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
am aruncat o privire mai atenta la strungul meu, Tos mn80. in link-ul urmator este varianta moderna a sa: http://www.lathes.co.uk/tos/page2.html strungurile sunt identice doar ca su16 are rulmenti, in loc de lagare din bronz. deci, suprafata plana a batiului este rectificata cu piatra, canalul T este facut cu freza , canalul V este facut cu freza, lateralele ghidajelor sunt facute cu freza in plan vertical, deci in disc mare de frezare cu placute ceramice sau ceva de genul)( caruciorul se ghideaza pe paralelipipedul din stanga). se vad clar urmele de freza si se aude un sunet repetitiv cand trec cu unghia. cel mai probabil ca degrosarea si colturile interioare s-a facut cu raboteza , deoarece se cunosc urme liniare pe fundul canalului V si langa ghidajul din stanga. trei metode de prelucrare. buni oamenii, nu, din moment ce fac strunguri de 6 metri lungime!
_______________________________________ Tos MN80a full option
pus acum 13 ani
radu cnc
MESTER
Din: LUGOJ jud.TIMIS
Inregistrat: acum 14 ani
Postari: 163
Definitia din DEX pentru RABOTEZA:
"Raboteza este o mașină-unealtă utilizată pentru prelucrarea prin așchiere a suprafețelor plane de dimensiuni relativ mari.
Este constituită dintr-un batiu (corpul mașinii), pe care se deplasează în mișcare rectilinie-alternativă, masa port-piesă. Cuțitul (scula) cu care se execută așchierea este montat pe o sanie deplasabilă pe o traversă fixată, la rândul acesteia, pe unul sau doi montanți (suporți). Unele raboteze sunt prevăzute cu două sau mai multe sănii port-cuțit."
Se mai numeste tehnic si freza portal.
La sheping piesa "sta pe loc" si scula aschietoare face cursa de dute-vino, iar la raboteza masa masinii pe care este prinsa piesa executa miscarea rectilinie de dute-vino iar scula "sta" fixa pe o traversa.
Termenul de raboteza este o denumire mai veche.
36.5KB
Modificat de radu cnc (acum 13 ani)
_______________________________________
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Aveti dreptate. In principiu se face acelasi lucru cu ambele masini, adica operatia de rabotare.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Are cineva cunostinte de unde pot cumpara vopsea poliuretanica si grund poliuretanic cantitate mica pana in 5kg din fiecare? Ar fi pacat sa folosesc vopsea auto. De fapt nu stiu cum s-ar comporta vopseaua auto cu ulei, emulsie si motorina pe ea. De aceea doresc sa folosesc o vopsea rezistenta, sa-si pastreze culoarea mai mult timp....
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Nu am reusit sa gasesc vopsea bicomponenta/poliuretanica/vopsea rezistenta. Pana la urma m-am decis sa vopsesc cu vopsea alchidica. Am vopsit si compresorul in urma cu doi ani cu vopsea alchidicasi desi s-a varsat ulei pe el si praf si mizerie, vopseaua si-a pastrat culoarea destul de bine.
Dupa ce am curatat bine strungul cu diluant,
41.5KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am chituit cu chit cu fibra tot strungul:
36.7KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Apoi slefuit....
20KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
....
32.7KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Si binenteles grunduit:
26KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Puse la uscat
31.6KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am reusit sa scot si tarodul care era rupt in papusa fixa:
29KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Nu am avut teava cu diametrul atat de mic si suficient de rezistenta mecanic asa ca am folosit un surub cu diametrul mai mic decat gaura la care am crestat capul in 3 facand un fel de trident. Cu putina grija am reusit sa conving capul de tarod sa iasa.
23.7KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Si tot adun zestre pentru strung sa am ce sa strunjesc
Pentru platou pentru un universal de 100 sau 120 si pentru un platou de antrenare (piesa din fonta). Din cea de fonta (din butuc) o sa am suficient material sa fac si un platou pentru un universal de 100 si unul de 80. Materialele le-am gasit astazi la fier vechi, mai era acolo o gramada de discuri si bare de fonta (ramase de la turnare). Mai erau si cca 2mp de tabla de fier de 20mm grosime dar nu mai sunt bani din pacate
43.1KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am reusit sa-l vopsesc!!!
19.1KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
...
28.7KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Culoarea aleasa pana la urma este un albastru/gri. La lumina naturala se vede mai bine nuanta de culoare:
34.1KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Motorul arata asa:
32.7KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Acum arata mai bine...
27.8KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Din pacate o saptamana nu ma ating de strung, trebuie sa las vopseaua sa se usuce bine. Am dat o singura data cu pistolul dar am insistat si am depus stratul mai gros.
pus acum 13 ani
PL500
MESTER
Din: Curtea de Arges
Inregistrat: acum 14 ani
Postari: 55
Cu atentia cu care a fost reconditionat cel putin pana acum, presimt ca o sa iasa un utilaj aratos dar si performant.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Aratos...cat de cat Performant ramne de vazut. Multumesc pentru aprecieri. Luati notite, asa ceva va astepta si pe Dumneavoastra cu TOS-ul.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Marea asamblare... Va urma...
36.9KB
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
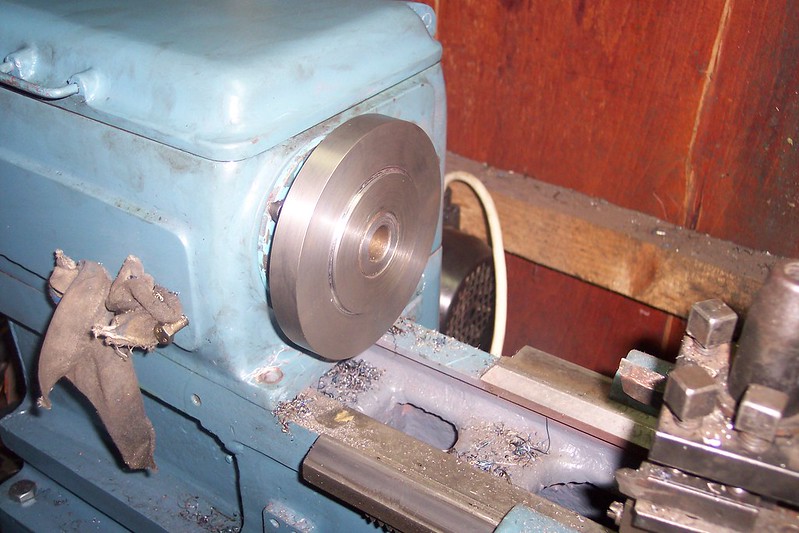
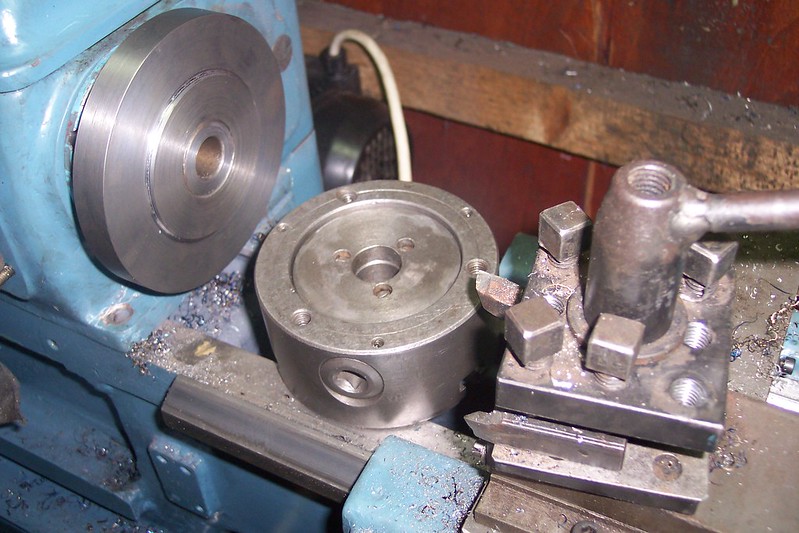
Si o noua flansa pentru universal...
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
sunt curios cum ati marcat gaurile pentru suruburi . eu am retezat un surub i-am facut un varf micut si am folosit o freza disc ca sa tai longitudinal, de o parte si de alta a varfului , incat sa ramana o fasie de material , ca suport pentru insurubare cu o penseta. marcajul s-a facut pe hartie de mascare galbena, pentru zugravit.
15.5KB
_______________________________________ Tos MN80a full option
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Cand am facut pentru prima data o flansa noua am adoptat aceeasi metoda ca Dvs., am luat un surub l-am ascutit si infiletat in universal si apoi am presat cu totul pe flansa. Insa dupa ce am realizat mai multe flanse si dupa ce m-am mai documentat pe net am ajuns la concluzia ca suruburile de prindere au rol doar de PRINDERE. Centrarea universalului pe flansa se face pe gulerul de centrare strunjit in flansa. Nu conteaza daca gaurile pentru surub au diametrul de 9 (sa zicem) in cazul in care suruburile de prindere sunt de 8. Deci nu trebuie sa fie perfect pe diametru si pe gaura. Cu acest lucru in minte, am luat o coala A4 si pusa pe spatele universalului am presat cu mana (murdara) lasand un contur perfect si a gaurilor de prindere. Am decupat cu foarfeca si am pus sablonul pe flansa centrat pe gulerul de centrare.
In lipsa unui cap divizor sau platou cu divizare merge si asa
Un pont "gratuit": la realizarea gulerului de centrare se lasa flansa sa se raceasca inainte de a face masuratoarea finala. Personal o strunjesc cu 0,2mm (aproximativ) mai mare decat gulerul universalului apoi scot flansa din strung si o bag in congelator cateva minute. Dupa ce se raceste bine incep sa strunjesc foarte fin si probez cu universalul daca intra. Universalul ar trebui sa intre fotat pe guler. Am tinut si universalul cateva minute bune intr-o galeata cu apa fierbinte inainte de montare pentru a se dilata putin si a se aseza cat mai bine pe flansa.
pus acum 13 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
Divizarea "ochiometrica" iese cel mai bine, daca se trage la imprimanta o vedere frontala a flansei realizata in AutoCAD, avand gaurile cu centrele marcate. se decupeaza cercul interior, corespunzator gulerului calibrat si coroana ramasa se fixeaza intr-un mod oarecare pe zona corespunzatoare a flansei - spre exemplu cu 3...4 crampeie de banda adeziva. Se marcheaza cat mai precis cu un cherner bine ascutit, cele n centre. In cazul de fata n=3. Se dau gaurile de trecere cu un burghiu cu cel putin 0,5 mm mai mare decat dimensiunea suruburilor, daca se poate pe o masina de gaurit cu masa ortogonala de asezare. Daca nu se dispune de asa ceva, atunci se pot da gaurile si pe strung. In acest scop se centruiesc mai intai gaurile respectand cat mai exact punctul marcat cu chernerul. Daca gaurile se dau pe strung, atunci amborele (burghiul de centruit) se prinde cat mai centrat intre bacurile universalului. Se fixeaza papusa mobila intr-o pozitie convenabila si se reazema piesa de gaurit cu partea opusa marcajului de centru, pe suprafata frontala plana a pinolei, care este perpendiculara pe axa strungului. Se roteste apoi manivela papusii mobile, pana cand se realizeaza prima gaura de centruire. Se repeta procedeul de numarul necesar de ori. Se inlocuieste apoi amborele, cu un burghiu de Ø8,5 in acest caz. Se prinde intre bacurile universalului si se verifica sa fie bine centrat. Repetam manevra de la centruire, pana ce burghiul strapunge flansa. Inlocuim apoi burghiul de Ø8,5, cu un burghiu de Ø14 valabil pentru suruburile de M8, se prinde intre bacurile universalului si se verifica sa fie bine centrat. Repetam manevra de la centruire si de la gaurile de trecere (atentie la pozitionarea lamajelor pe fata corespunzatoare) dar impingem pinola numai pentru adancimea de patrundere a lamajului. Inlocuim in fine burghiul de Ø14, cu o freza cilindro-frontala de Ø14 si aplatisam fundul celor trei lamaje.
Apropos de constatarea ca masurarea cu micrometrul a cotei de centrare a flansei se face la rece. Ea este valabila in cazul oricaror cote ajustate.
Modificat de ola_nicolas (acum 13 ani)
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
Intr-adevar, e bine ca universalul sa fie fixat bine pe flansa, insa asta inseamna ca bacurile sa fie rectificate bine de tot fata de interiorul universalului. la strungul meu este joc radial cam 0,1mm intre gulerul flansei si universal. asta nu e nici o problema, dimpotriva, sunt multumit ca pot regla bataia universalului pana la 1 sutime mm, chiar mai putin, daca am timp. Acum ceva timp am scos la vanzare pe forum un universal Klopfer de 110mm. Nu am renuntat la el, am facut rost de o flansa de fonta, am facut gulerul, gaurit etc si am masurat o bataie de 5 sutimi pe bacurile normale, masurata la rece si la 150 rpm. ce am de facut e sa micsorej putin gulerul flansei si sa reglez corpul univ. pana la 1 sutime. cel putin asta ma multumeste pe mine, verific saptamanal sau de cate ori am dubii ca s-a intamplat ceva.
_______________________________________ Tos MN80a full option
pus acum 13 ani
PL500
MESTER
Din: Curtea de Arges
Inregistrat: acum 14 ani
Postari: 55
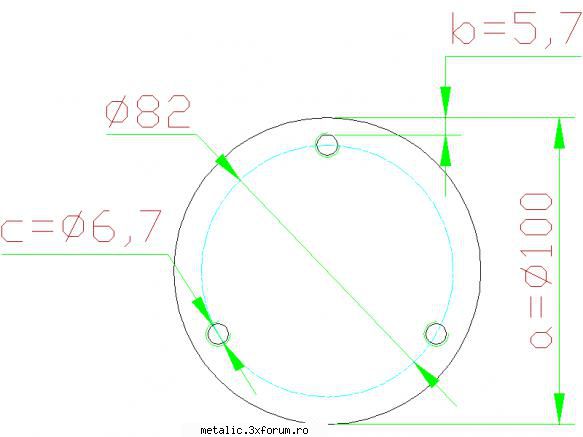
Daca se cunoaste diametrul cercului pe care se afla cele 3 gauri echidistante al universalului, se pot marca pe flansa centrele viitoarelor gauri determinate cu ajutorul geometriei: latura triunghiului echilateral inscris in cerc este: l=3*R/sqrt 3 (sqrt 3 = radical din 3)
Exemplu pt. un cerc cu diametrul de 10cm: l = 3*5/1.732 = 8.66 cm - se traseaza pe flansa un cerc de acelasi diametru cu al gaurilor universalului (se poate folosi chiar strungul cu un creion fixat in portcutit) adica 10 cm; - se marcheaza un punct oriunde pe cerc; - se deschide un compas cu distanta intre varfuri de 8.66 cm; - se aseaza acul compasului in punctul marcat anterior si se traseaza doua arce pana cand se intersecteaza cercul in cele doua puncte ce reprezinta celelalte varfuri ale triunghiului echilateral inscris in cerc; - se probeaza verificand tot cu compasul distanta dintre cele doua puncte determinate; - daca este o.k. se puncteaza definitiv centrele gaurilor.
Scuze de banalitate vis a vis de cei ce stiau.
Modificat de PL500 (acum 13 ani)
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Nu este nevoie de scuze Cel putin, cu atatea solutii de trasare descrise, oricine va putea face o astfel de operatie.
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
bun, si cum masor distanta de la centru la gauri? asta e problema cea mare, ma refer daca e nevoie de ceva precis.
Modificat de sorin renato (acum 13 ani)
_______________________________________ Tos MN80a full option
pus acum 13 ani
PL500
MESTER
Din: Curtea de Arges
Inregistrat: acum 14 ani
Postari: 55
Eu ma gandeam ca dimensiunea exista in specificatia universalului. Doar cu universalul in mana se poate masura lungimea coardei si prin calcul (invers) se ajunge la diametrul cercului.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Se poate gasi pe net aceasta informatie daca stiti ce marca este universalul. Si pentru universale mici de 80-100 am vazut ca sunt cam standard aceste dimensiuni.
Diametrul de dispunere al 3 gauri echidistante, centrate pe un contur circular, se determina dupa schema din imagine. Diametrul cautat, va fi dat de formula: D=a-2b-c. Cu dimensiunile masurate ca in imagine, avem D=100-2x5,7-6,7=81,9. Se tine cont ca intotdeauna cota este o valoare rotunda in mm si deci rotunjim diametrul la valoarea de 82 mm.
22.5KB
Modificat de ola_nicolas (acum 13 ani)
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
I-am facut cadou strungului un mic convertizor de frecventa Si asta pentru ca motorul ce l-am adaptat este unul de turatie ridicata (2700rot/min) si plus de asta vreau sa am posibilitatea de a da filete cu filiera, tarodul fara sa stau incordat ca pe butelie. Ramane sa descopar cum sa-l leg si cum sa-l programez pentru a beneficia de toate comenzile. Momentan i-am facut proba cu un mic polizor variind turatia din potentiometru.
pus acum 13 ani
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
Dati-ne niste detalii va rog.Cat a costat, de unde l-ati procurat....
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
L-am cumparat de pe okazii. Nu este nou, usor folosit dupa spusele vanzatorului la realizarea proiectului de licenta. Pretul a fost de 350ron. Din pacate cand l-am bagat in priza am vazut ca afisajul digital are o mica problema (la cifra din mijloc nu se mai aprinde o liniuta-digit cum sa-i spun) ceea ce face putin dificil interpretarea codurilor pe care le afiseaza. Vanzatorul si-a cerut scuze, a spus ca nu a stiut de aceasta problema si ultima oara cand l-a folosit totul era in regula. Tranzactia a decurs on-line si livrarea s-a facut din Timisoara prin curier fara sa pot inspecta marfa inainte de achizitionare. Acum este deja la mine, nu mai am ce sa fac. I-am facut o proba rapida (din lipsa de timp) dand comanda unui mic motor de polizor. Sunt placut impresionat de faptul ca functioneaza Turatia maxima este mult mai mare prin convertizor decat alimentat direct in priza (la 50Hz) si pot scade turatia pana la zero, deci functioneaza. O sa fac un topic separat pentru convertizor, am unele nelamuriri/necunoscute si as fi recunoscator oricarui ajutor.
pus acum 13 ani
PL500
MESTER
Din: Curtea de Arges
Inregistrat: acum 14 ani
Postari: 55
Se pare ca avem acelasi model de VFD (eu nici macar nu l-am probat). O ,,tona" de documentatii am ridicat intr-o arhiva .rar aici:
52KB
Modificat de PL500 (acum 13 ani)
pus acum 13 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
Si eu am unul identic de 0,75kw,numai probat ,nu este pus inca la treaba,a costat 350 lei de pe un forum cam un an.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am zis ca o sa fac un topic separat pentru convertizor dar din lipsa de timp nu am reusit. Vad ca suntem mai multi detinatori ai aceluiasi tip de convertizor de frecventa, deci informatiile ar fi bun postate pentru toti.
Intre timp am reusit sa mai fac cate ceva la strung, si anume sa incep reconditionarea saniei portcutit. Am achizitionat din Dedeman o bucata de granit cu dimensiuni generoase (30l x 60L x 15h) care avea destinatia de BORDURA stradala. Stiu ca planeitatea poate sa nu fie perfecta si toate cele dar proband cu o bucata de otel patrat rectificat din aproape in aproape am descoperit ca este cat de cat plana. Suprafate pe care lucrez este si polishata si in lumina pare dreapta. Are cateva zgarieturi pe suprafata insa tinand cont ca nu lucrez la precizii de microni si in lipsa de altceva mai bun, merge si asa. Aceasta este bucata de granit in starea actuala:
Probat planeitatea saniei pe piatra in mai multe directii imi arata acelasi lucru si anume ca sania are o adancitura serioasa pe mijloc.
Am folosit la tusare o vopsea in ulei Prussian Blue cumparata din Hornbach. Am pus doua picaturi de ulei pentru a o dilua si am intins-o pe piatra cu o rola de cauciuc. Am folosit un strat mai gros la inceput pentru ca era necesara o razuire mai grosiera.
Cam asa arata suprafata la primele tusari:
Razuirea (scraping-ul) am facut-o cu un scraper cu placuta de carburi (WIDIA) cumparat din targ:
Dupa mai multe razuiri si tusari se vede un oarecare progres. Suprafata de contact se mareste si se uniformizeaza:
Dupa fiecare tusare am schimbat directia in care razuiam. Ruzuirea am facut-o in diagonala.
In continuare se vede cat de mare a fost adancitura pe suprafata de contact a saniei:
Si spre final, subtiind stratul de Blue de pe suprafata de control, incepe sa se vada un rezultat. Cateva puncte de contact "ca la carte":
pus acum 13 ani
alin 105
MESTER
Inregistrat: acum 14 ani
Postari: 105
Super lucrare.Succes pe mai departe. Chestia cu scraperul e super tare. Ma intreb daca o sticla de 15 mm ( de ex ) nu era mai dreapta decat respectiva bucata de granit.Nu stiu, nu dati cu pietre....
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Nu da nimeni cu pietre... Sper Chestia cu sticla si cu suprafetele de control pentru planeitate s-a mai discutat si pe celalat forum. Sticla din ziua de azi este in majoritate geam "float" pentru ca ea se formeza in foaie pe o baie din metal topit. In principiu ar trebui sa fie plana insa pot interveni diferiti factori care sa strice aceasta planeitate. Pana la urma totul se bazeaza doar pe gravitate in acest proces de fabricatie a geamului. Pentru a obtine o suprafata de granit plana, aceasta se slefuieste progresiv cu mai multe pietre. In general operatia se face pe masini automate care cel mai probabil sunt executate profi si ar trebui sa scoata precizii bune. Cat de uzata este masina care a slefuit aceasta bordura, nu stiu. Insa la fel de "plana" poate fi si o placa de control din granit venita din China. Pe practicalmachinist este o intreaga discutie pe aceasta tema. Pana una alta ma folosesc de ea asa. Dupa cum am spus, nu am nevoie de precizie de microni la acest strung si fata de cum era, rezultatul nu poate fi decat o imbunatatire.
pus acum 13 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
A venit vremea sa indrep si partea de jos a saniei. Din pacate aceasta zona este torsionata rau si am diferente de 0,7-0,8mm. Dupa trei ore de razuit si tot nu am reusit sa fac sa calce pe toata suprafata. Asa arata la inceput zona de contact:
Din pacate va trebui sa razui si coada de randunica pentru ca laturile nu sunt paralele. Trebuie sa fac rost de o bara rectificata cu diametru de 5-6mm pentru a putea face masuratori. Vestitul ax de la imprimantele matriciale ce diametru are? Are cineva pe acasa un ax in plus?
pus acum 13 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 13 ani
Postari: 343
nu cred ca are importanta diametrul ca valoare... ci doar sa fie constant.
_______________________________________ Tos MN80a full option


 (un lucru pe care-l astept de cand am vazut poze cu el pentru prima data)
(un lucru pe care-l astept de cand am vazut poze cu el pentru prima data)


















 Pe alocuri a fost chit si peste tot grund si trei straturi de vopsea. Acum incerc sa cumpar vopsea epoxidica bicomponenta dar problema este ca unde gasesc de vanzare nu se vinde decat la cantitati de 5kg iar daca doresc pe o culoare din paleta de culori RAL nu fac decat minim 25kg. Tipic romanesc!!!
Pe alocuri a fost chit si peste tot grund si trei straturi de vopsea. Acum incerc sa cumpar vopsea epoxidica bicomponenta dar problema este ca unde gasesc de vanzare nu se vinde decat la cantitati de 5kg iar daca doresc pe o culoare din paleta de culori RAL nu fac decat minim 25kg. Tipic romanesc!!!




















 Am reusit sa-l vopsesc!!!
Am reusit sa-l vopsesc!!!