forumul prelucratorilor prin aschiere
Un loc pentru pasionatii prelucrarilor prin aschiere unde pot cere/oferi sfaturi si impartasi din experienta lor.
Din: LUGOJ jud.TIMIS
Inregistrat: acum 14 ani
Postari: 163
Alta poza.
26.9KB
_______________________________________
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
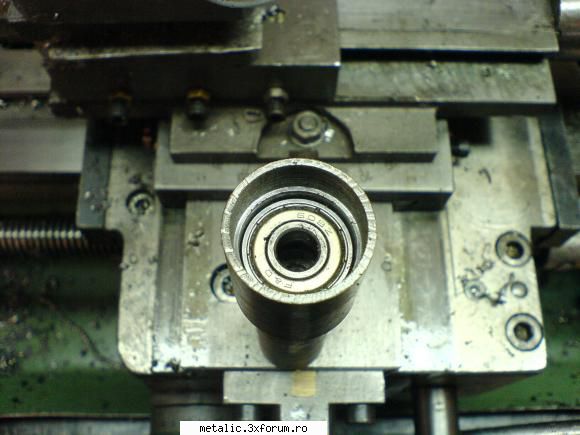
Si eu m-am gandit sa fac mai multe varfuri la varful asta rotativ sa pot folosi si pentru gauri cu diametre mai mari, etc. Pentru suportul varfului rotativ am folosit in coada un rulment cu bile normal iar in fata, pentru a prelua presiunea cand varful sustine piesa am montat un rulment de presiune.
39.1KB
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
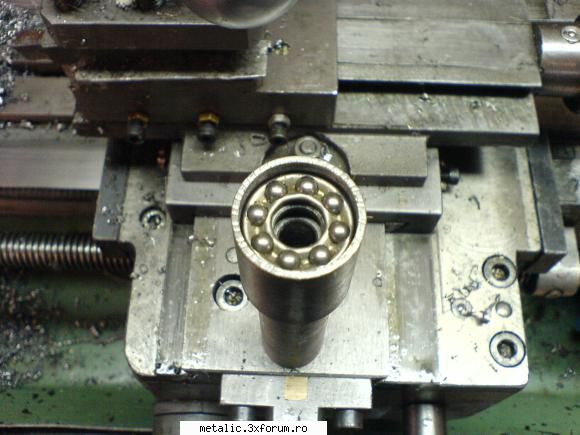
Si rulmentul de presiune
44.3KB
pus acum 14 ani
radu cnc
MESTER
Din: LUGOJ jud.TIMIS
Inregistrat: acum 14 ani
Postari: 163
Normal ar fi in fata sa fie montat rulmentul radial, daca se poate cu doua rinduri de bile iar in spate rulmentul axial, cel de presiune.
_______________________________________
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
M-am gandit ca odata ce este sub presiune nu o sa oscileze bilele fiind pe canalul lor. Apoi mai era problema diferentei in diametru: rulmentul de presiune are un diametru interior mult mai mare decat cel normal. Desi s-ar putea asambla altfel. Hmmm.... mi-ai dat de gandit. O sa trebuiasca sa-l refac
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am facut un "flycutter", am gasit prin targ doua piese cilindrice pe care le-am luat cu gandul de a face un astfel de dispozitiv.
31.4KB
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am mai achizitionat si un varf diamantat pentru rectificarea pietrelor de polizor. Merge de minune, face o treaba foarte buna si rapid. Pana acum ma chinuiam cu portelan pentru rectificarea pietrei dar la 25 de ron cat am dat pe varf imi dau seama cat m-am chinuit
27.6KB
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Totodata, am pus mana si pe niste bucati de fier plat care vor face parte la un moment dat din dispozitivul de frezare pentru strung. Singura problema este ca au fost taiate cu autogenul/plasma si se pare ca sunt calite fiind destul de dure. Va trebui sa gasesc o modalitate de decalire pentru a le putea prelucra satisfacator.
35.3KB
pus acum 14 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
cnc-3000 a scris:
Va trebui sa gasesc o modalitate de decalire pentru a le putea prelucra satisfacator.
Undeva unde este autogen le incalzesti la rosu si le lasi la racit pe o caramida. Cat despre diamant bravo,eu rectific inca cu carborund ,am vrut ca cumpar unul nou care este ~120 dar nu trimit decat cu curierul care mai este si ala vrea 35 lei mai este si rambursul sumei deci cam mult . Acum sant in cautare de un suport magetic pentru ceas comparator ca al meu nu mai are putere si se cam deslipeste.
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
O metoda de strunjire a unei placi de metal: se inlatura universalul sau doar bacurile de pe universal, se aseaza o bucata de cauciuc pe universal si se preseaza cu ajutorul papusi mobile piesa de strunjit pe cauciuc. Trebuie executata o gaura de centrare pe mijlocul piesei de strunjit iar in papusa se va monta un varf rotativ. Am reusit sa iau si 1mm pe trecere fara sa piarda aderenta.
32KB
pus acum 14 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
Cauciucul confera instabilitate pozitiei piesei, chiar daca aderenta este convenabila. In acest mod, nu se poate deci asicura un paralelism minimal intre suprafata de asezare si cea prelucrata. Incearca sa inlocuiesti cauciucul cu o foaie cat mai subtire din prespan. In lipsa, poti folosi chiar si mucava, sau o simpla coala de hartie.
Eu personal procedez altfel. Las bacurile la locul lor si le deschid astfel incat sa cuprinda o arie cat mai mare din suprafata de asezare a piesei. Lipesc placa de partea frontala a bacurilor si presez cu varful. Nu stiu daca pot indeparta un adaos de 1 mm, dar unul de 0,5 mm precis se poate. Ca sa centrez cat mai bine un disc rotund prin metoda descrisa, practic initial o amprenta a unui cherner cu unghiul la varf de aproximativ 60 grade. Trasarea o fac prin metode geometrice, iar uneori chiar "ochiometric". In mod asemanator strunjesc frontal placi din otel cu forma prismatica sau neregulata.
Modificat de ola_nicolas (acum 14 ani)
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Piesa pe care am strunjito reprezinta talpa reglabila a unui banc de lucru. Prea mare importanta nu are paralelismul fetelor Intradevar, merge si cu o foaie de hartie. Personal am incercat si cu hartie abraziva, dezavantajul este ca fiind de o grosime neglijabila nu puteam prelucra toata piesa ca sa nu lovesc univeversalul. Am incercat si sa las bacurile dar va dati seama ca trei puncte de contact nu au fost tocmai suficiente. Pe youtube este un clip cu metoda aceasta de prelucrare. Acolo se foloseste un calapod care se monteaza in universal si pe care se aseaza piesa. Peste piesa se foloseste un alt disc pe care se pune banda dublu adeziva si care se preseaza pe piesa cu varful rotativ.
pus acum 14 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
In zona muchiilor bacurilor se creaza un "cuplaj" mai strans, propice antrenarii, chiar daca aria expusa de frontalul bacurilor este mai mica. Fenomenul este asemanator cu cel de la bacurile striate ale unei menghine, care fixeaza mult mai bine decat niste bacuri netede. Prin presare pe o zona striata, volumul piesei se redistrubuie pe suprafata disponibila si creaza niste "valuri" in dreptul striatiunilor. Inaltimea acestor "valuri" este foarte mica - de ordinul fractiunilor de micron, insa este suficient ca sa produca efectul despre care vorbeam.
pus acum 14 ani
radu cnc
MESTER
Din: LUGOJ jud.TIMIS
Inregistrat: acum 14 ani
Postari: 163
Eu folosesc alta metoda la strunjirea placilor pe strung si anume prind in universal o freza cilindro-frontala montata pe un dorn pe care sprijin placa de prelucrat cu varful rotativ al papusii mobile (daca nu se doreste inteparea piesei de prelucrat se foloseste o piesa intermadiara care se aseaza itre piesa de prelucrat si varful rotativ) si astfel am asigurata o fixare ferma a placii de prelucrat fara riscul patinarii piesei de prelucrat in momentul aschierii, chiar si cand muchia de prelucrat are intreruperi sau goluri.
_______________________________________
pus acum 14 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
Si in filmul atasat de cnc-3000 si in metoda descrisa de radu cnc, se fac mult prea multe operatii, care complica inutil strunjirea. In film se mai folosesc in plus si niste materiale speciale, care scumpesc inutil prelucrarea. Credeti-ma ca prinsa intre varfuri si bacurile deschise in mod corespunzator, se poate strunji in bune conditii, chiar si o placa cu intreruperi, in scopul de a o aduce la forma rotunda. Daca placa este dintr-un material subtire si casant, sau deformabil, atunci se fixeaza pur si simplu intre doua discuri mai mici in diametru, avand de preferinta prevazute si cateva gauri echidistante pe cuprinsul suprafetei expuse - fara discuri abrazive si banda adeziva, cum se arata in film.
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Pentru a nu induce in eroare eventuali cititori: toate metodele descrise se pare ca dau rezultate foarte bune. Si eu am incercat sa nu dau bacurile jos dar tinand cont ca am prelucrat niste placi de forma patrata in discuri, in momentul in care cutitul lovea colturile piesa isi pierdea aderenta. De aceea am scos bacurile si am obtinut o suprafata mare de contact, pe toata suprafata piesei. Daca piesa de prelucrat este circulara si nu exista socuri la prelucrare sunt convins ca merge si cu bacurile lasate in universal. Avantajul este ca piesa sta la distanta de universal si se poate prelucra in voie fara teama de a atinge fata universalului. Metoda descrisa de colegul radu cnc ma duce cu gandul la prinderea pieselor pe strungurile de lemn. Daca se foloseste si o freza cu diametrul mare pentru a asigura un suport solid, sunt sigur ca da rezultate la fel de bune. In metoda descrisa in clipul de pe youtube se foloseste pe placa prinsa intre papusa si piesa de prelucrat banda dublu adeziva. O rola de cativa metri de astfel de banda costa 7-8 ron. Scopul acestei fixari cu banda este de a putea scoate piesa si de a o centra din nou pe strung fara abateri odata ce placa de prelucrat este lipita de placa de presiune care are gaura de centrare. Sunt metode care functioneaza si care, in functie de situatie, se potrivesc strungarului amator
pus acum 14 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
O placa din otel de forma arbitrara, care urmmeaza a fi strunjita rotund, se poate scoate din strung si apoi reaseza in aceeasi pozitie, datorita gaurii de centrare, care s-a prevazut in prima faza a tehnologiei. Daca se vor utiliza adaosuri de prelucrare mari, de ordinul a cativa milimetri pe trecere, atunci intr-adevar trebuiesc multiplicate muchiile de antrenare prin folosirea unei freze de diametru corespunzator, dupa metoda descrisa de radu cnc. Daca insa ne rezumam la adaosuri de prelucrare mici, de orinul zecimilor de mm (care asigura si conditii mai blande de aschiere pentru cutit) atunci nu va fi nevoie de nimic altceva intre bacuri si piesa prelucrata.
Modificat de ola_nicolas (acum 14 ani)
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Ma vad nevoit sa fac inca o postare. Am deschis acest forum nu pentru a-mi etala cunostintele ci pentu a oferi din cunostintele pe care le dobandesc din propriile experiente. Toate postarile le-am facut in acest scop. Inclusiv aceasta metoda de prelucrare descrisa mai sus. Sunt sigur ca exista o multitudine de procedee si feluri de a face o astfel de prelucrare, eu am descris-o pe cea care am folosit-o cu succes. Radu cnc a descris o alta metoda colegul ola_nicholas alta. Dupa cum am scris in postul anterior, toate se pare ca sunt de succes. Daca totusi continuam discutia in directia "care este cea mai buna" precizez ca o sa sterg toate celelalte postari. Nu acesta a fost scopul postului. Cel care citeste va lua singur decizia care este metoda cea mai potrivita situatiei personale. Eu mi-as fi dorit sa fi citit despre astfel de tehnologii in loc sa trebuiasca sa le aflu singur. Sper si ca altii sa le foloseasca cu succes.
pus acum 14 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 14 ani
Postari: 343
Buna ziua. User nou, ma bag si eu in vorba. eu folosesc banda dublu adeziva marca Tesa( 7 lei/5metri, parca) pentru a obtine placi subtiri. Am facut un capac din lemn pentru cutie ceasului comparator, am subtiat un numar mare de saibe de 10mm diam, 1,2 mm grosime, alama, prin lipirea materialelor pe placa de fonta pentru lepiure( am un tos mn80a complet echipat). banda adeziva e destul de incapatanata si nu e prea usor de dezlipit piesa de pe ea, insa presiune constanta aplicata cateva secunde bune si da drumul. pe strung am dat 3000 ron acum un an, de la un domn din Bucuresti care vinde o freza aciera f1. aveti idee de unde pot sa fac rost de o freza coada de randunica cu coada de 10 mm, va rog? vreau sa fac un dispozitiv de strunjit sfere de diametru mic, max 20 mm cu un dispozitiv precum asta:
,care este cap de gaurire modificat
_______________________________________ Tos MN80a full option
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Bun venit! Poate reusiti sa postati o poza cu strunguletul dumneavoastra. Ma bucur sa aud ca ati reusit sa gasiti un TOS cu toate accesoriile si mai ales la un pret atat de accesibil. Stiti cumva cat cerea pe freza respectiva? Despre dispozitivul din videoclip, mi se pare destul de complex de realizat. Nu imposibil dar necesita multa munca. Ma gandesc ca puteti folosi o borstanga cu capul reglabil pe care sa o adaptati in acest sens cu prinderea in portcutit si posibilitatea de rotire. Eu am gasit una pe con second-hand la 15 ron. Sau puteti face un dispozitiv de genul celui facut de mine. Este mai la indemna ca si complexitate si materiale folosite.
pus acum 14 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 14 ani
Postari: 343
Eu nu prea cunosc denumirile in romana, am invatat strungarie in engleza( google sa traiasca). Deci, in engleza, dispozitivul original se numeste "boring head", si se foloseste pe freza, cu con. Cel mai probabil, in romana i se spune borstanga . Asta e o adaptare, in loc de con e un cilindru cu un maner si suportul sau inlocuieste port-cutitul. Locuiesc in galati, nu am vazut pana acum in targ asa ceva.cat de mare e e dumneavoastra? Trebuie sa caut postarea cu scula dumneavoastra? Pentru pret la freza aciera f1, cautare google, pret, telefon, domnul ( nu stiu numele, nu m-a interesat) are mai multe de vanzare.
_______________________________________ Tos MN80a full option
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Corect, despre boring head este vorba. Pe prima pagina a acestui topic am pus o poza cu cateva accesorii cumparate de prin targ printre care si un astfel de boring head. Dupa cum am zis am dat pe el 15 ron. Ca dimensiuni nu este prea mare cel mult 15-17cm lungime. Diametrul capului este de 7-9cm si are o cursa de cel putin 3cm deci s-ar putea face bile cu o raza de 3cm. Postez inca o data poza respectiva.
21.9KB
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Si o poza de pe net cu un astfel de boring head.
36.5KB
pus acum 14 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 14 ani
Postari: 343
nu il vinzi?
_______________________________________ Tos MN80a full option
pus acum 14 ani
PL500
MESTER
Din: Curtea de Arges
Inregistrat: acum 14 ani
Postari: 55
Nu stiu pana la urma daca cutia de viteze de la tos mn80a este identica cu cea de la sp80, eu cred ca da. Rotile de schimb de la tos mn80a care sa acopere intreaga gama de filete (metric, whithwort, Modular and Diametral Pitch) sunt in numar de 20 si intradevar dantura rotilor este modul = 1
Iata-le in link-ul de mai jos si am impresia ca se pot comanda alaturi si de alte piese imbunatatite si unele accesorii:
L.E.: Nu reusesc cu nici-un chip sa fac link-urile sa functioneze, trebuie copiat continutul dintre [ url] si [ /url] si pus in bara de adrese a browser-ului.
Modificat de PL500 (acum 14 ani)
pus acum 14 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
sorin renato a scris:
Eu nu prea cunosc denumirile in romana, am invatat strungarie in engleza( google sa traiasca). Deci, in engleza, dispozitivul original se numeste "boring head"...
Frezorii numesc dispozitivul "cometa". Iar in limbaj tehnic, este denumit "plansaiba de alezat cu reglaj micrometric" sau pur si simplu "dispozitiv de alezat micrometric". Notiunea din engleza, este inadecvata scopului tehnic pentru care a fost conceput dispozitivul, intrucat el nu gaureste ci largeste sau alezeaza o gaura preexistenta.
Modificat de ola_nicolas (acum 14 ani)
pus acum 14 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
Revin cu precizarea ca intr-adevar utilizarea cometei la strunjirea sferica este o aplicatie destul de interesanta. Intrucat din reglajul surubului micrometric rezulta precizii mari geometrice, tot ceea ce ramane de facut este sa se gaseasca si o metoda practica de control al pozitiei centrului unic. Altminteri, daca axa rotatiei sculei nu trece prin centrul fizic al sferei, aceasta nici nu va fi de fapt o sfera, ci o suprafata de tip toroidal.
pus acum 14 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 14 ani
Postari: 343
daca sp80 este copia " exacta " a tos mn80a, atunci situatia cu filetele non-metrice e ceva mai complicata. pe langa rotile de schimb, esential este sistemul de reducere planetara, cel cu 100 de dinti pentru metric si cu numar diferit( mai mic pentru celelalte). deci, pentri fiecare tip de filete este necesat alta planetara( sau cel putin alta roata dintata cu cei doi sateliti. nasol. oricum, la mn80 se poate face 20 w cu o roata cu 74 dinti.precizie 0,2 mm la un tol lungime filet.
_______________________________________ Tos MN80a full option
pus acum 14 ani
radu cnc
MESTER
Din: LUGOJ jud.TIMIS
Inregistrat: acum 14 ani
Postari: 163
Un alt model de dispozitiv de alezat pe care-l am eu.
44.1KB
_______________________________________
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
@sorin renato: nu vand dispozitivul de alezat, poate o sa-i gasesc trebuinta vreodata. S-ar putea sa fie unele diferente constructive intre MN80 si SP80, nu am avut ocazia sa fac comparatia intre cele doua cu sublerul in mana.
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Am gasit astazi in targ cutit de strunjit interior cu placuta amovibila la 15ron. Am luat unul sa vad cum se descurca fata de celelalte cutite care le aveam, unul din otel rapid si unul cu pastila widia. Cele doua de mai sus intrau in vibratie, mai ales cel din otel rapid deci trebuia sa lucrez cu avansuri foarte mici. Acesta pare mult mai rezistent si la 15 ron nu este mult. A zis ca-mi aduce si placute de schimb si cutite pe dreapta (acum avea doar pe stanga). Cutitul este de 10, numai bun pentru strunguletele noastre.
14.1KB
pus acum 14 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
Deja incep sa fiu gelos,personal nu am decat de otel rapid facute de mine si nu sant cine stie ce,caut si eu dar nu am gasit inca.
pus acum 14 ani
Boomerang
MESTER
Inregistrat: acum 14 ani
Postari: 86
Salut am si eu o problema cineva mi-a promis ca imi da un strung nu stie ce model est crede ca este sp 80 nu are motor si nici banc pentru el as vrea sa stiu ce motor ii trebuie vreau monofazic putere si rotatii in scurt antiexplozie etc si bancul pentru el trebuie sa il construiesc eu as dorii niate specificatii din ce am vazut avea bancul original niste fulii pentru schimbarea turatiilor ce si cum trebuie sa readuc bijuteria la viata. Multumesc anticipat.
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Salut! Daca reusiti sa luati strunguletul puteti fi fericit deoarece este un strung foarte bun. Este copie dupa strungul TOS MN80 si este foarte capabil. Era bine daca avea masa originala si sistemul de fulii la el. Daca nu le aveti puteti sa le inlocuiti foarte usor cu un motor monofazat si un convertizor de frecventa pentru modificarea turatiei. Motoarele pentru SP80 nu depasesc 350W ca si putere deoarece este un strung de mici dimensiuni. Personal am un motor de 360W pe el (care a fost la origini motorul pompei unei cazi de hidromasaj ) si am putut prelucra si fier cu diametrul de 100mm pe el cu span de 0,5-1mm pe trecere. Binenteles ca este prea mult pentru uzul de zi cu zi, zic doar ca poate face fata. Daca reusiti sa luati strungul va invit sa deschideti un topic separat si promit sa va dau concursul si sa va ajut cat pot.. Sunt sigur ca o sa va sara in ajutor si alti colegi, macar cu un sfat. Deci nu va descurajati ca nu are motorul, nici eu nu l-am cumparat cu motor si am reusit pana la urma sa adaptez unul. Bancul (masa) se poate face usor (vedeti topicul deschis de mine cu masa strung), totul este sa aveti pasiune si timp liber. Mult succes!
pus acum 14 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 14 ani
Postari: 343
Am pus si eu niste intrebari si am aflat ca nu este o idee prea buna sa folosesti in convertizor de frecventa pentru a modifica turatia unui motor. Se pare ca la jumatate din frecventa normala, motorul nu prea mai e in stare de nimic. Oricum, imediat ce faci rost de strung, deschizi topic separat, pui poze si " te rezolvam"!!!! Fulii iti poti face singur, fulii plate, din lemn, curele plate, late( auto, intoarse), o singura fulie pentru curea trapezoidalapentru axul strungului, tot ansamblul fulii-motor culizabil intre niste limite... oricum, asteptam pozele!
_______________________________________ Tos MN80a full option
pus acum 14 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
sorin renato a scris:
Am pus si eu niste intrebari si am aflat ca nu este o idee prea buna sa folosesti in convertizor de frecventa pentru a modifica turatia unui motor. Se pare ca la jumatate din frecventa normala, motorul nu prea mai e in stare de nimic.
Aici gresesti,mai documenteazate si citeste tu nu te lua dupa ce spun uni si alti.
pus acum 14 ani
PL500
MESTER
Din: Curtea de Arges
Inregistrat: acum 14 ani
Postari: 55
Folosirea motorului asincron sub jumatate din turatia nominala cu ajutorul convertizorului de frecventa (fracvente < 25 Hz) ridica probleme privind racirea (se poate realiza suplimentar cu ajutorul unui ventilator electric), nicidecum de cuplu.
pus acum 14 ani
Boomerang
MESTER
Inregistrat: acum 14 ani
Postari: 86
Multumesc pentru ajutor am vb cu propietarul strungului si mi-a spus sa iau un motor de 1,5kw 1500 rotatii, sper sa ajung saptamana viitoare sa il iau si o sa ii fac niste poze momentan asteptam si ca sa prezint prima achiZitie un micrometru 10 lei din oborosj
58.3KB
Modificat de Boomerang (acum 14 ani)
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
Motorul de 1,5KW este muuuult prea mare, va asigur. Am avut montat la un moment dat si un motor de 750W pe el si era si asa mult supradimensionat. Un astfel de micrometru am si eu
pus acum 14 ani
Dan57
MESTER
Inregistrat: acum 14 ani
Postari: 16
cnc-3000 a scris:
Am gasit astazi in targ cutit de strunjit interior cu placuta amovibila la 15ron. Am luat unul sa vad cum se descurca fata de celelalte cutite care le aveam, unul din otel rapid si unul cu pastila widia. Cele doua de mai sus intrau in vibratie, mai ales cel din otel rapid deci trebuia sa lucrez cu avansuri foarte mici. Acesta pare mult mai rezistent si la 15 ron nu este mult. A zis ca-mi aduce si placute de schimb si cutite pe dreapta (acum avea doar pe stanga). Cutitul este de 10, numai bun pentru strunguletele noastre.
Fara suparare dar acel "cutit" pe care l-ai cumparat poate fi folosit si ca unul de strung dar el este conceput ca un cutit pentru cometa (Boring head). In speta am gasit trei tipuri de asemenea piese si am cumparat si eu modelul de 12mm si cel mai mic, parca 8mm (tot pentru strunjiri cu strunguletul). Cel de 12mm l-am luat pentru cometa pe care o am si care s-a fabricat la Pascani. Ii voi face o poza in curand (sper).
pus acum 14 ani
Boomerang
MESTER
Inregistrat: acum 14 ani
Postari: 86
O sa iau intai strungul si dupa aceea voi achizitiona motor pt ca nu stiu ce model este cat este de mare etc voi pune poze si astept pareri :d
pus acum 14 ani
PL500
MESTER
Din: Curtea de Arges
Inregistrat: acum 14 ani
Postari: 55
Daca folositi un motor de putere prea mare o sa fie dificil (a se citi foarte scump) de gasit convertizorul de frecventa, in cazul in care o sa vreti sa-l dotati cu asa ceva.
pus acum 14 ani
Boomerang
MESTER
Inregistrat: acum 14 ani
Postari: 86
nu stiu ce face acest convertizor de frecventa, nici nu stiu inca cum arata strungul de aceea imi este foarte greu sa decid ce si cum , am inteles ca motorul de 1.5kw e prea mare propietarul asa mi-a spus prima data imi spusese sa iau unul de 2.2kw nu stiu ce sa mai spun pana nu vad bijuteria cu ochii mei:X
pus acum 14 ani
cnc-3000
Administrator Din: neant
Inregistrat: acum 14 ani
Postari: 808
2,2KW??? Omul ori nu stie nimic despre strungul ce-l are la vanzare ori nu este vorba de SP80. Oricum, dupa ce-l luati o sa vedem ce este Tot atunci o sa va mai dam sugestii si sfaturi.
Convertizorul de frecventa este un dispozitiv electronic folosit la modificarea frecventei curentului electric. Aplicatia cea mai des folosita este de a controla turatia motoarelor electrice fara a le scadea din putere. Acest lucru este posibil deoarece nu se modifica tensiunea de alimentare ci doar frecventa curentului. Ca sa va faceti o idee despre ce a sugerat colegul PL500 intrati pe situl hi-end ( ) si vedeti preturile pentru convertizoare de diferite marimi.
pus acum 14 ani
barosul
MESTER
Din: bacau
Inregistrat: acum 14 ani
Postari: 94
In setarea convertizirului specifici puterea,curentul si ce fel de caracteristica de reglare sa foloseasca si in acest fel puterea ramane constanta,cand stii nr. de poli la motor poti specifica si ce turatie sa mentina constanta(daca montezi pe motor un traductor).Este cea mai eleganta solutie de comanda a unui motor(poti realiza chiar si protectia acestuia).
pus acum 14 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
Este valabila regula ergonomica pentru determinarea inaltimii unui banc de lucru. Cu corpul in pozitie dreapta se masoara inaltimea de la pamant la cotul mainii drepte, avand antebratul indoit la 90 de grade. Acesta inaltime au spre exemplu bacurile unei menghine fixate pe banc. Deci inaltimea blatului se obtine scazand inaltimea menghinei.
Modificat de ola_nicolas (acum 14 ani)
pus acum 14 ani
radu cnc
MESTER
Din: LUGOJ jud.TIMIS
Inregistrat: acum 14 ani
Postari: 163
Dar se scade din aceasta inaltime distanta medie dintre rotile care vor fi actionate masurata de la baza strungului.
_______________________________________
pus acum 14 ani
Boomerang
MESTER
Inregistrat: acum 14 ani
Postari: 86
Multumesc pentru intelegere si ajutor voi deschide un topic nou
pus acum 14 ani
ola_nicolas
MESTER
Inregistrat: acum 14 ani
Postari: 123
radu cnc a scris:
Dar se scade din aceasta inaltime distanta medie dintre rotile care vor fi actionate masurata de la baza strungului.
Observatia este corecta. Eu am simplificat din graba. Asadar, am corectat mai sus cu un exemplu. Cred ca daca sa face bancul utilizand exemplul meu cu menghina, va fi foarte bun si pentru strung. Cel putin, asa este la mine.
pus acum 14 ani
cristelu2006
Membru nou
Inregistrat: acum 13 ani
Postari: 4
Buna ziua. Am si eu o rugaminte celor care detin un strung MN-80/SP-80 sami spuna cati dinti are rotita care se afla pe axul rotitei notate cu A in tabelul filetelor Se cupleaza cu cu una dintre cele doua roti dintate care schimba sensul de rotatie al angrenajului de avans sau filete. Multumesc anticipat pt raspuns.
pus acum 13 ani
crysst
MESTER
Inregistrat: acum 14 ani
Postari: 102
Modificat de crysst (acum 12 ani)
pus acum 12 ani
Adi_RS
Membru nou
Inregistrat: acum 7 ani
Postari: 3
Bună ziua, Sunt un proaspăt posesor de SP-81, îi fac revizia strungului şi am observat că sania portcuţit, mai corect partea inferioarăm are un ghidaj cam... deteriorat. Aş apela la cei care au această piesă, ori toată sania într-o stare de funcţionare acceptabilă şi pe care doresc să o vîndă. Aş fi bucuros să o cumpăr. De asemenea, sunt interesat de păpuşa mobilă. la Cluj nu am şanse să ajung prin Oser (tîrg de vechituri) şi chiar dacă mi-aş face timp, 95% şanse să mă duc degeaba Sper să nu postez într-un loc nepermis. Mulţumesc, Adrian
Modificat de Adi_RS (acum 7 ani)
pus acum 7 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 14 ani
Postari: 343
Gidajul acela deteriorat provoava miscare in timplul strunjirii?
_______________________________________ Tos MN80a full option
pus acum 7 ani
Adi_RS
Membru nou
Inregistrat: acum 7 ani
Postari: 3
@sorin renato Salut, Nu pot să spun că provoacă mişcare în timpul strunjirii pentru că încă nu am adus partea inferioară a strungului, în care este motorul. Ghidajul dinspre axa universalului este în regulă şi el preia forţa radială dezvoltată în cuţit în timpul aşchierii. Problema e celălalt ghidaj. Cu reglajul penei făcut sania portcuţit nu are joc însă la acţionarea şuubului conducător sania se mişcă mai greu. Ghidajul defect preia momentul de răsturnare al saniei dezvoltat de forţa tangenţială din timpul aşhierii. Din ce mi-am dat eu seama, acolo este un viciu de proiectare sau mai rău, cine a făcut adaptarea românească n-a înţeles prea bine ce face, nu ştiu la TOS cum este; canalul în care se mişcă piuliţa conducătoare a saniei putea avea o formă care să asigure mult mai mult metal între faţa canalului în care e piuliţa şi muchia inferioară a ghidajului coadă de rîndunică dinspre operator de pe suportul saniei portcuţit, asigurînd totuşi suficient spaţiu de mişcare a piuliţei. Nu-mi place să ştiu că am o piesă cu probleme la maşină, pînă la urmă e vorba şi de securitatea lucrului. Eu tot o să îl schimb chiar dacă îl voi releva şi voi face suportul din oţel, o să dureze mai mult execuţia lui şi finisarea acestuia, dar măcar voi avea satisfacţia să pun la punct strungul şi să-i dau de lucru CNC-ului pe care l-am făcut.
Adrian
pus acum 7 ani
sorin renato
MESTER
Din: Galati
Inregistrat: acum 14 ani
Postari: 343
Eu va recomand sa nu va complicati sa schimbati piesa pentru ca e foarte greu de gasit asa ceva. Eu nu folosesc mai deloc sania portcutit. Poate va descurcati fara sa o folositi. Daca doriti sa va apucati de scarping, va pot recomanda cateva filmari pe youtube, ale unui neamt care chiar stie ce face si cum se masoara/verifica ghidajele.
_______________________________________ Tos MN80a full option
pus acum 7 ani
Adi_RS
Membru nou
Inregistrat: acum 7 ani
Postari: 3
Dl. Sorin, mulțumesc de sfaturi, sunt pertinente. Am văzut clipurile referitoare la finisarea suprafețelor ghidajelor. Din păcate starea ghidajului respectiv este mult prea departe de a putea fi corectată prin folosirea șabărului. Sania portcuţit ar fi avut cel puţin 2 avantaje: posibilitatea de a face piese conice şi precizia de 10 ori mai bună ca a saniei longitudinale. Am văzut pe un site cehesc o soluţie de schimbare a "nonius"-ului acesteia, care să permită citirea mai precisă a deplasării dar deocamdată încerc varianta mea. Relevarea piesei nu mă costă decît ceva timp liber, iar modelarea 3d încă pe atîta. Execuţia fizică va fi mai îndelungată. Sper să reușesc.

















 Omul ori nu stie nimic despre strungul ce-l are la vanzare ori nu este vorba de SP80. Oricum, dupa ce-l luati o sa vedem ce este
Omul ori nu stie nimic despre strungul ce-l are la vanzare ori nu este vorba de SP80. Oricum, dupa ce-l luati o sa vedem ce este